
今回の作業はCNCフライス盤のテーブルのグレードアップです。 フライステーブルの剛性アップをしてみようと思ます。
目次
フライステーブルの剛性不足
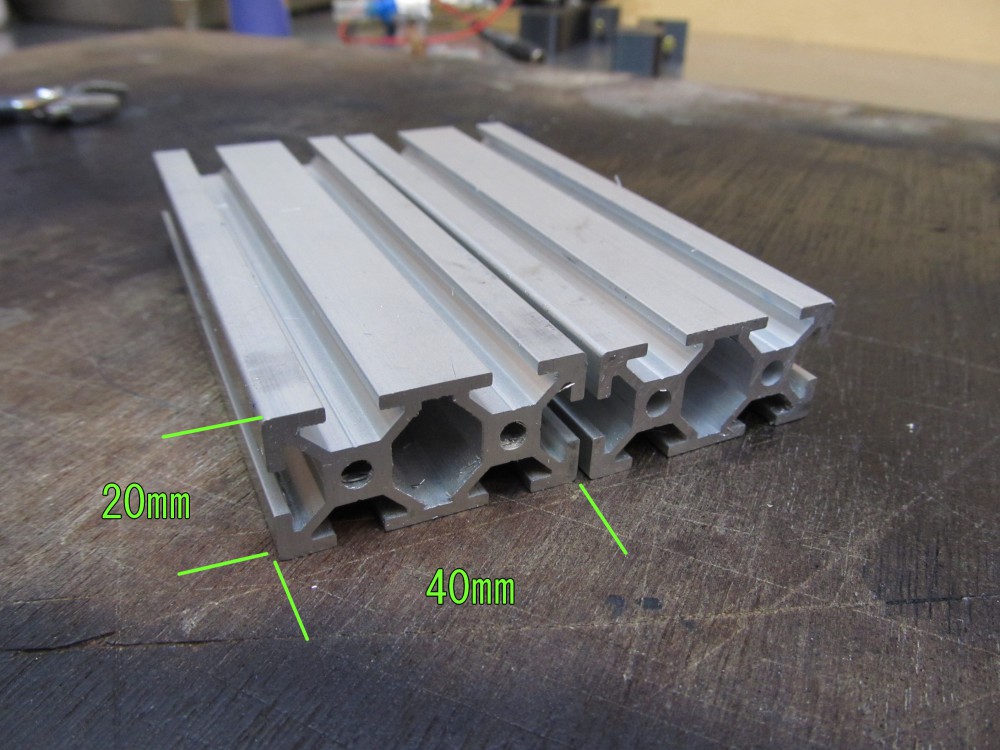
現行のフライステーブルは20・40アルミフレームを組み合わせたモノ。 中華CNCフライスによくある構造ですね。
10年近く前に購入した中華CNCフライスをマネして作ってみたので同じような構造になっています。

比較的安価にTスロットのあるテーブルを作れるのでよく利用されている構造です。
このような20・40フレームを11列並べて幅440㎜のテーブルになっています。
テーブルの長辺が700㎜あるので中央部分を押すと僅かにたわむのが分かるんです。前から気になっていました。
これが原因かはわかりませんが、切削時にビビッているような振動音がでることがあります。 エンドミルの切削音が増幅されているような音です。
そこでテーブルの剛性を上げる(重量を上げる)ことでで切削時の振動を低減できるか、実験してみることに。
作製するフライステーブルはこんな感じ。
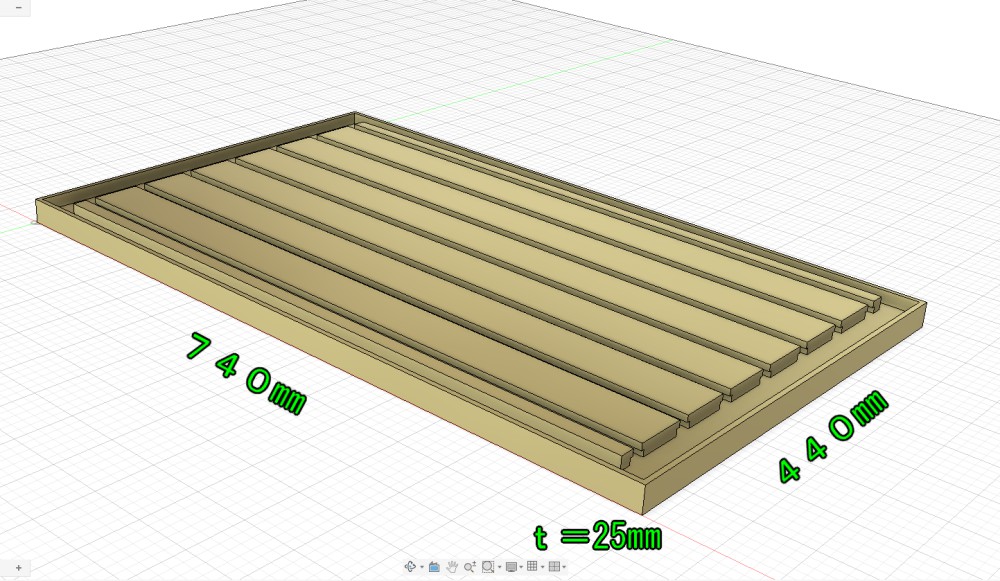
厚さ25㎜のアルミ板(A5083)から切削していきます。
金属材料通販のEーMetalsさんから購入しました。 配送料込みで約50,000円なり。
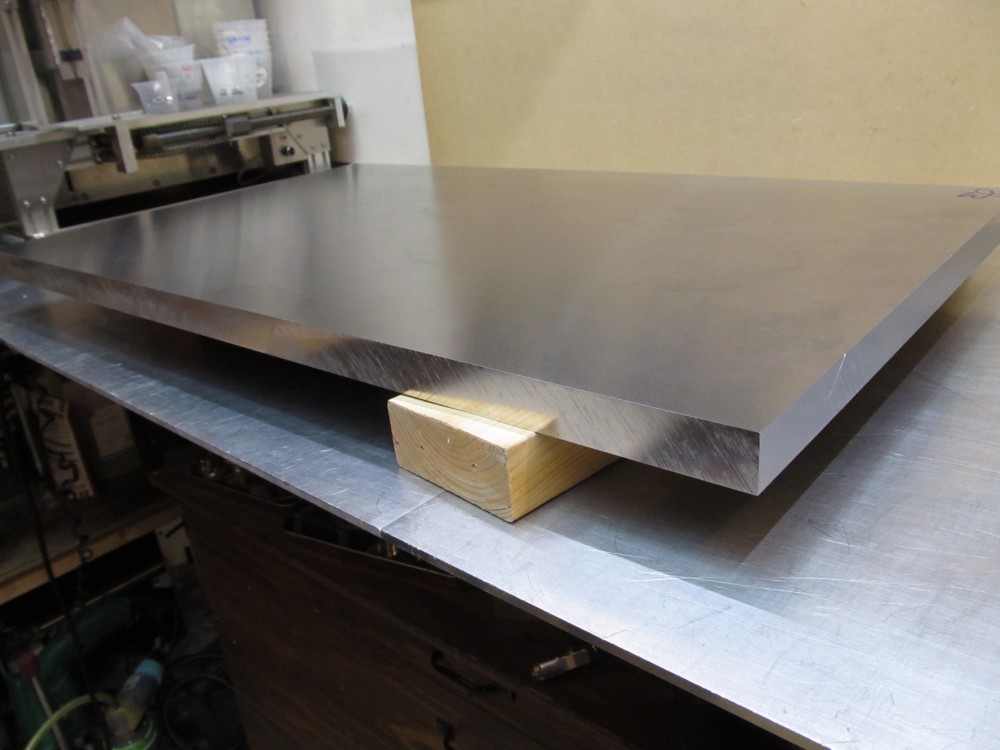
重量は22kgほどです。 私の力でなんとか移動→設置できる重さです。
フライス盤に載せる際、入口が狭いため斜めにしないと入らないため「水平で移動 → 斜めにして移動 → 水平に戻して移動」という動きをさせます。(周りにぶつからないようゆっくりと。)
私の腕力では、この一連の動きをするのがこの重量(22kg)で限界って感じ。
先に完成の図をアップします。
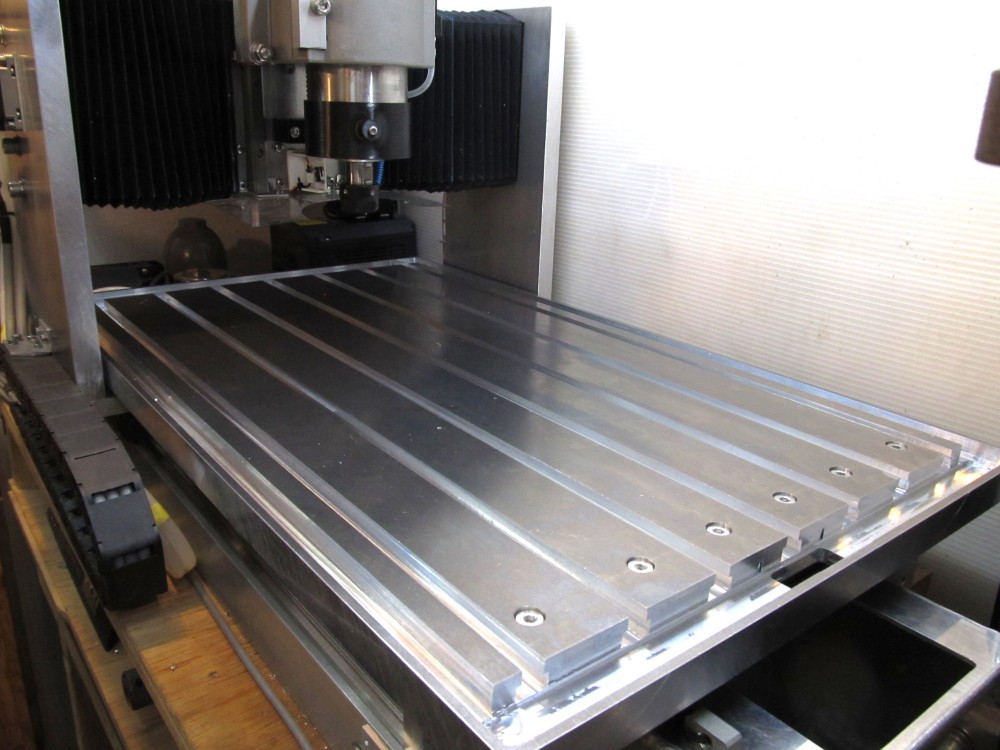
写真だとそんなに違いはないかもしれません。(笑) ですが・・・「一枚板からの削り出し」でいい感じです。 見ているだけで笑みがこぼれちゃいます。
特徴は「外周に切削用クーラントが流れる溝」があること。
後日、エンドミル吹き付け用ポンプとは別にテーブル洗浄用ポンプを増設し「切削中に大量のクーラントで切削屑を流し去る」を目論んでいます。
Tスロット加工は自分でやる羽目に
当初は加工屋さんに依頼しようと思ったのですが、断られました。(笑)
ちょっと面倒な加工かとは思いましたが2社から「弊社では難しい」とお断りの返信メールが。
2社とも個人歓迎、持ち込みOKの「〇〇鉄工所、〇〇精機」といった工作機械をお持ちの業者さんだったのでちょっとビックリ&残念。
依頼する前は「きっと仰天するほど高額かもしれん、その際は諦めて自分で加工しよう」と想像していたんですが・・・まさか断られるとは!
まあ、「自分の工作経験値アップになるのでよし!」としてガンバリマス。
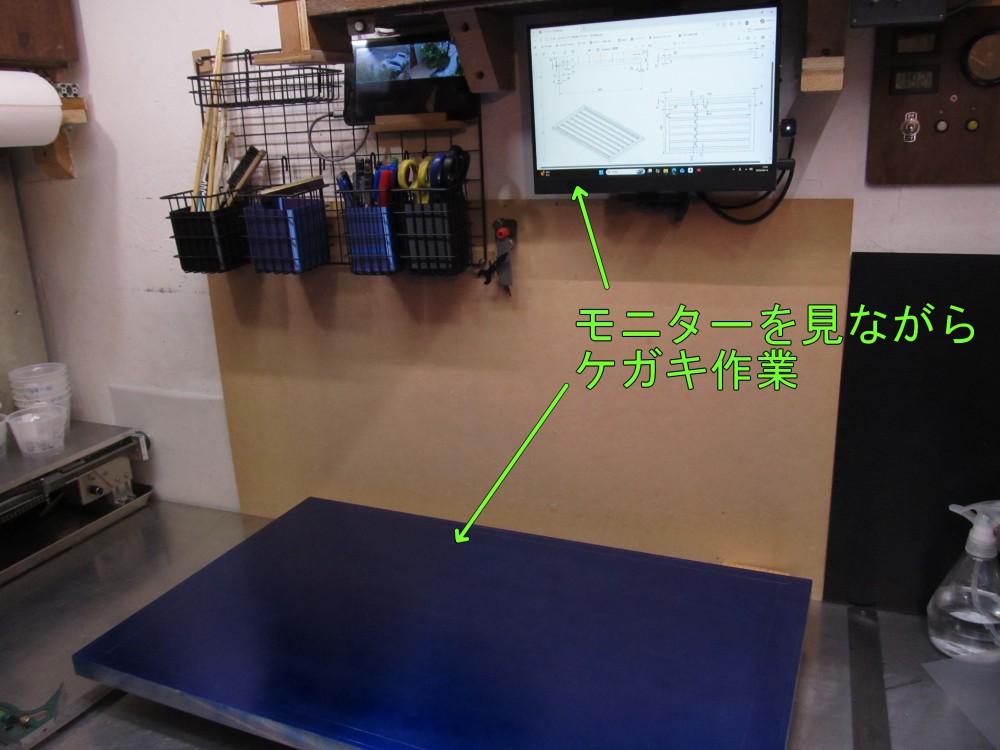
ケガキ作業
材料は1枚しかありませんし、ちょっとお高いので慎重にケガキます。
CADで描いた設計図とにらめっこしながらケガいていきます。
Tスロットが等間隔に入っている簡単な構造ですが、私の頭では勘違いしてしまう恐れがありますのでちゃんとCADなどで数値にして記録しておくことは必須です。
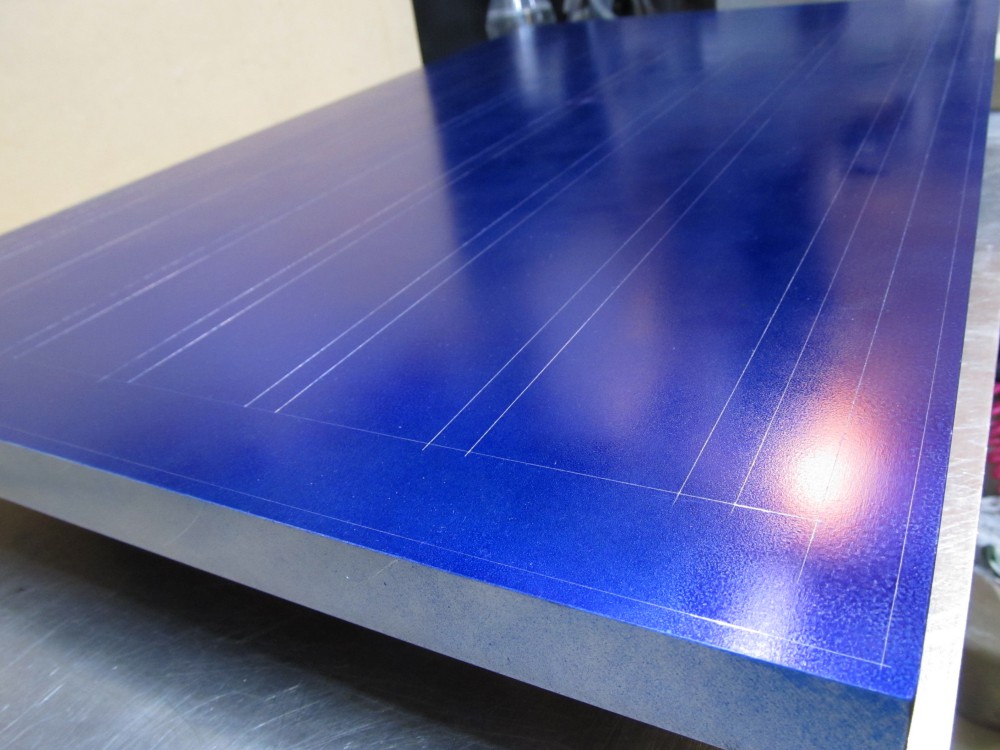
実際現物に描いてみると「なんかおかしいなあ・・・」とか「お、思ったとおりじゃん」と図面では分からない部分が見えてきます。
今回は「思ったとおりでいい感じ!」です。
ちょっと話が逸れますが・・・
作業場にPCは必須です
最近、クラウド型CADとNAS(ネットワーク接続ストレージ)の組み合わせは快適だなあと感じるんです。
便利だなと感じるのは次の点です。
①使用しているCADはクラウド型の「Fusion」なので「自宅2階のデスクトップPC」でも「1階のノートPC」でも「作業小屋のミニPC」でも同じファイルを扱えます。
・自宅のPCで設計したファイルを参照して作業小屋で工作したり・・・作業小屋で現物合わせでパーツの設計が出来ます。
②全てのPCがNAS(ネットワーク接続ストレージ)で繋がっているので、作業小屋で設計したパーツの3DデータをNASの保存 → 自宅のPC経由で3Dプリンターで印刷できます。
③クラウド型、NASとは関係ありませんが・・・
作業場所にPCがあると足りないモノを即注文できるので非常~に助かります。
目の前のPCで「足りなくなったネジ等パーツの注文」「破損したドリル、エンドミル等の工具の注文」「使えそうな市販品はないかの検索」がすぐに実行できます。
これがとても大事!
「後で注文しようっ」と工作に夢中になっているとすっかり忘れて「何を注文するんだっけ?」となることがよくあります。
ですが、PCが作業場の傍にあると足りないモノをすぐに発注できるので心の平安に繋がります。
今回の作業でもエンドミルを2回破損したので破損したその場で予備を注文。
(調子に乗り過ぎたのか、結局新品エンドミルが3本余ってしまいました。)
Tスロット加工 実際の流れ
使用する刃物はこちら。

右の金属用Tスロットカッターはアルミへの切削が悪く刃がなかなか進まないため使いませんでした。(一番高かったのに)
木工用の2枚刃の安価なTスロットカッターが一番よく切れました。5サイズ入りで1600円程のカッターなのにビックリです。
〇加工その1
まずエンドミルで立て溝を掘ります。その溝をTスロットカッターで広げていきます。
電動工具も木工用ルーターですし手動で掘っていますので、1回の深さは2㎜ほどと少しずつ削っていきます。
切削の流れ、イメージ動画です。
初めは溝のセンターを切削。 エンドミル幅8㎜の溝を掘ります。
次に、水平方向(左)にエンドミル直径の半分4㎜を移動し溝を広げます。
次に、水平方向(右)にエンドミル直径の半分4㎜を移動し溝を広げます。
という感じで何度もルーターガイドを移動させて掘っていきます。
そのため「ガイド位置合わせ」→「切削」→「ガイドを4㎜移動」→「切削」をひたすら繰り返すことになります。
切削にかかる時間は700㎜の片道で2分20秒ほどでした。

そして1回切削したらガイドを4㎜ずらします・・・、
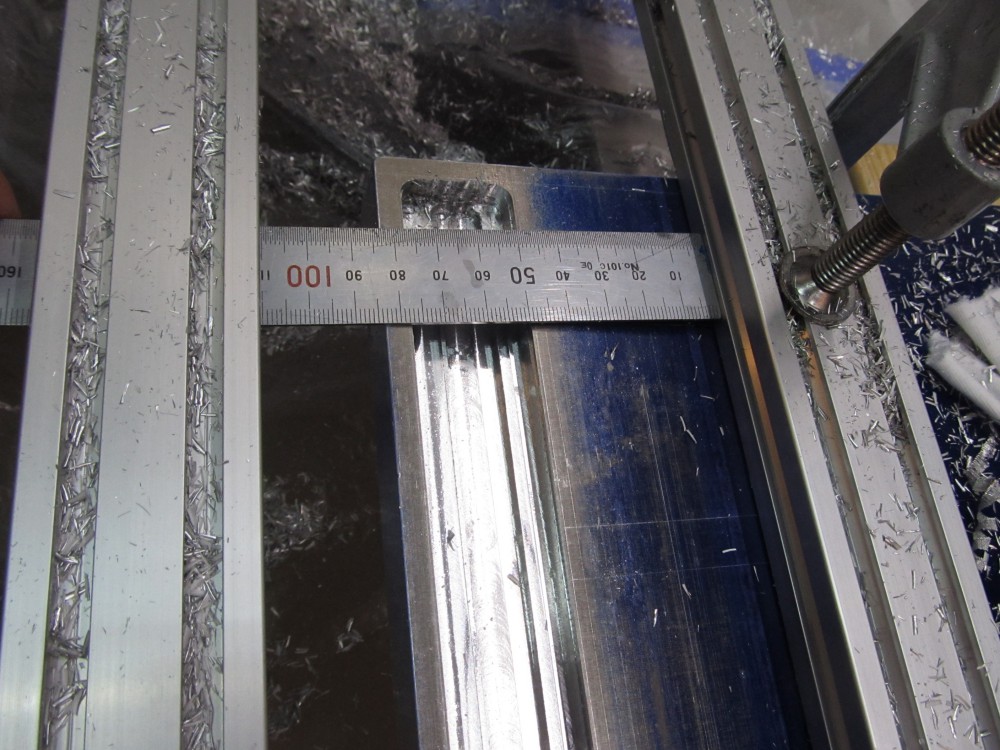
ステン定規で正確にガイド位置を固定します。 これが結構手間。
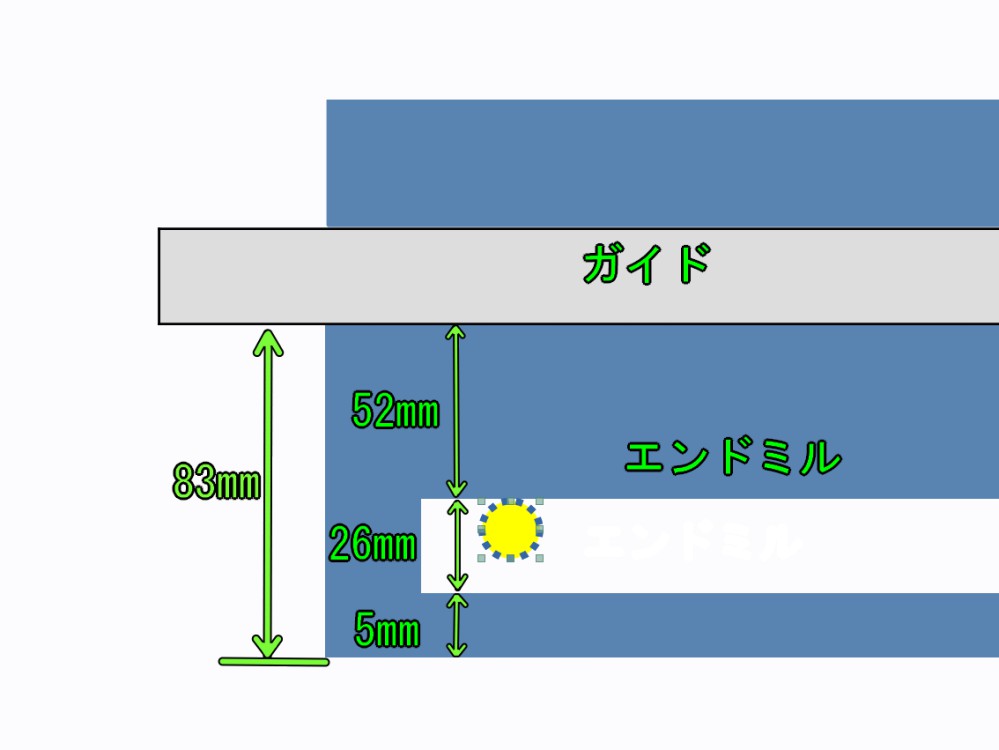
ガイド位置はエンドミルからルーターベースのエッジまでの距離を考慮して電卓叩いて出しています。(暗算できません)
使用したルーターはエンドミルの外周からベースのエッジまでが52㎜でした。
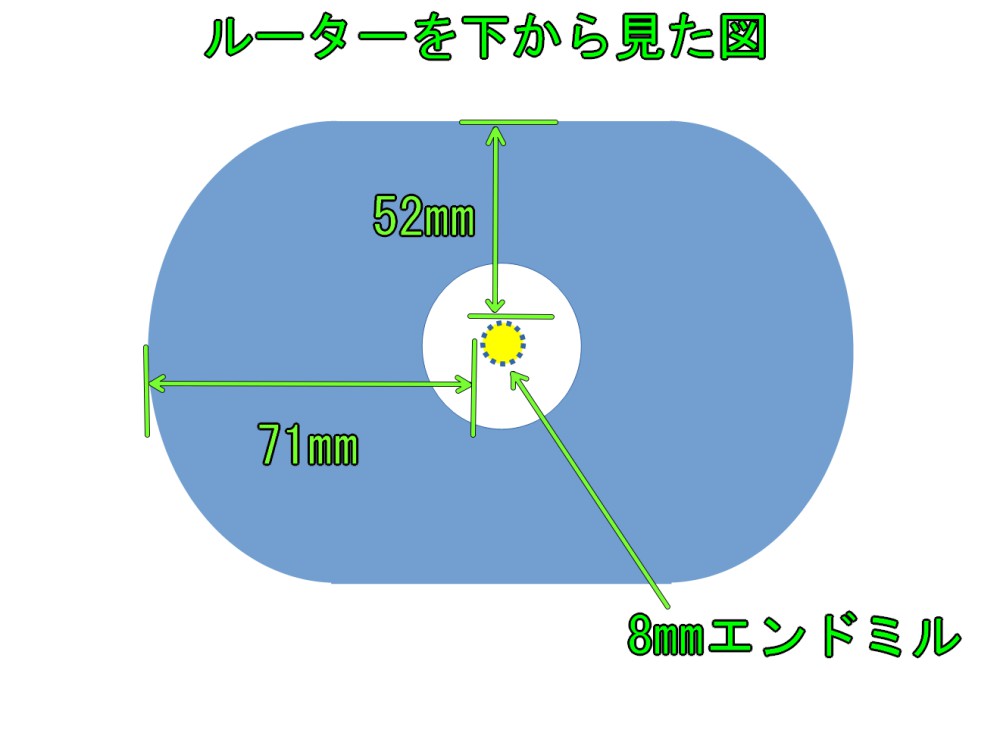
よって、下図のように加工するアルミ板の縁からの距離を出してそこにガイドを固定しています。
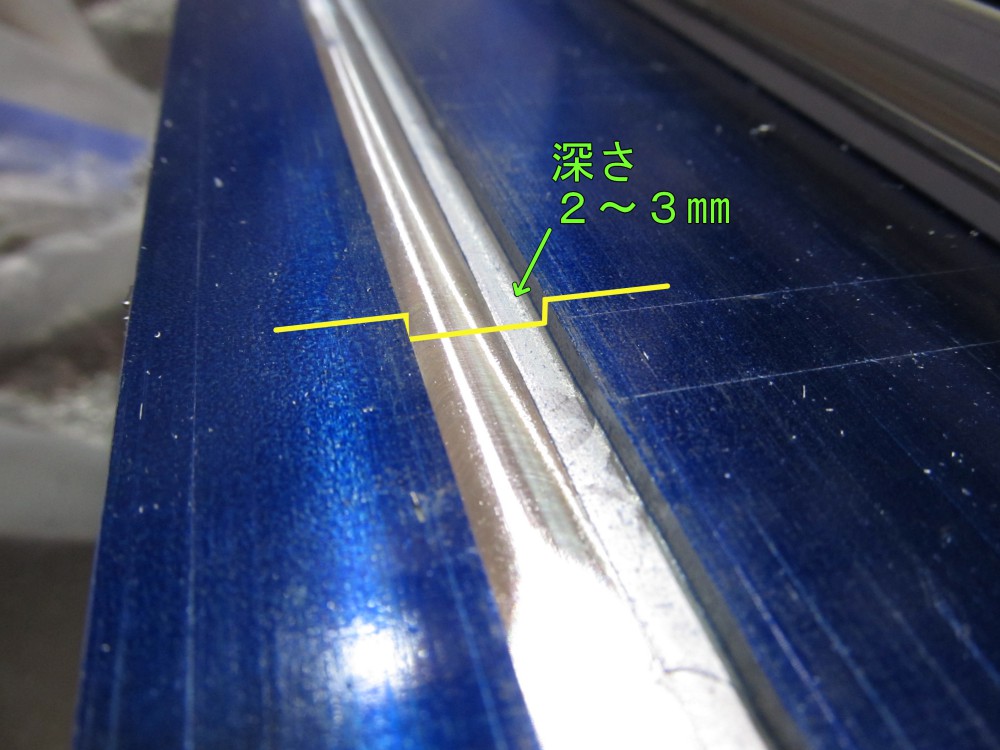
〇加工その2
立て溝が掘れましたら、同様のながれでTスロットカッターで溝を拡大していきます。
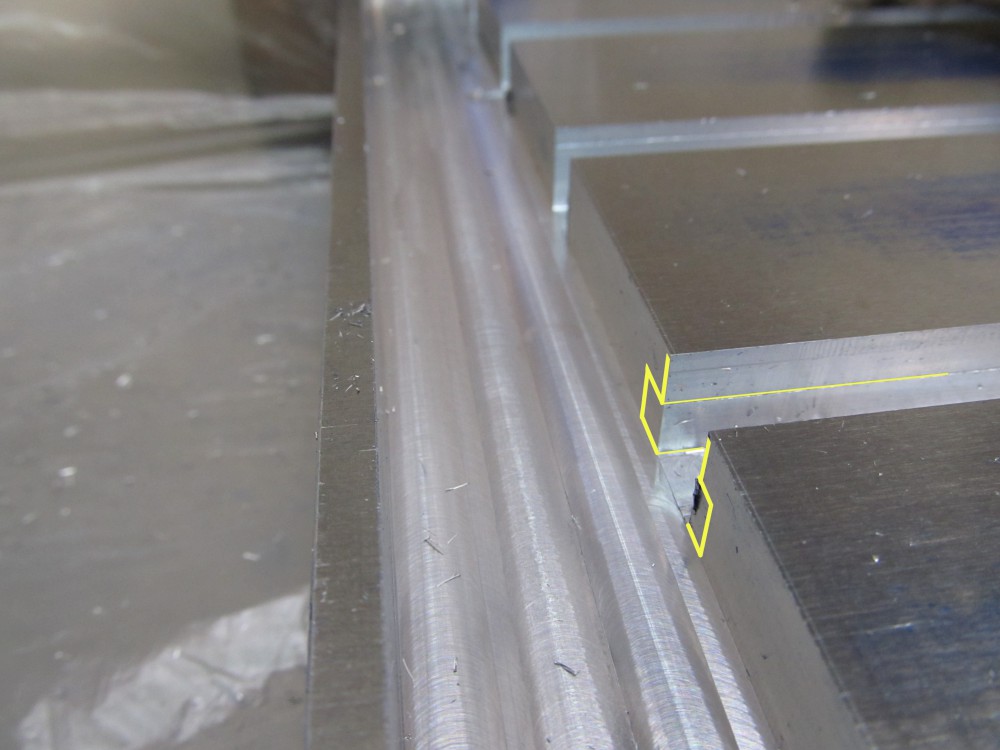
写真の黄色いラインに沿って掘っていきます。
初めにTスロットカッター(小)で広げ、さらにTスロットカッター(大)で広げました。
イメージ動画です。
加工にかかった時間
立て溝加工でも、Tスロット加工でも、1ストロークで写真のとおりアルミの切り屑だらけになります。
1ストローク毎にお掃除してからガイドを移動させることになりますので、これまた時間がかかります。
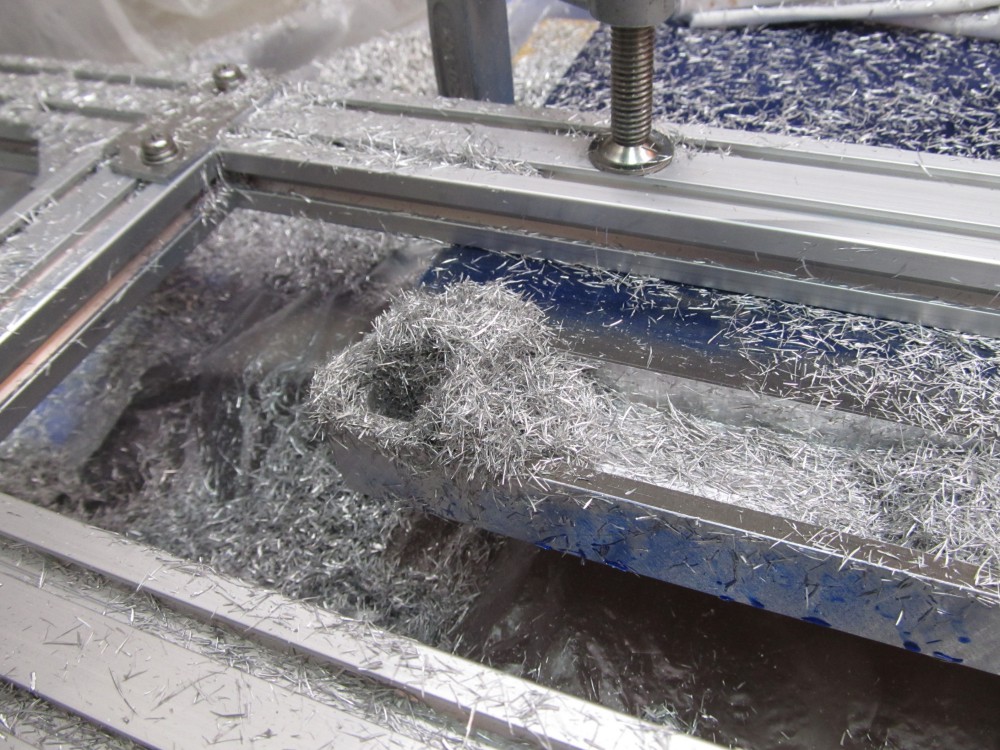
写真はエンドミルで1ストローク切削後の様子。
そのため、一晩で切削できる量は「エンドミルでの立て溝掘りが1列」だけ。
Tスロットカッターでの加工も一晩で1列だけ。
というわけで、全部を切削するのに2週間ほどかかりました。
自分で加工して学んだこと
必ずアップカットで! です。
ルーター作業の基本ですが、何度も往復させていると意識がもうろうとしてきて忘れてしまうことがあります。
切削面とルーターの回転方向は次の関係が正解です。
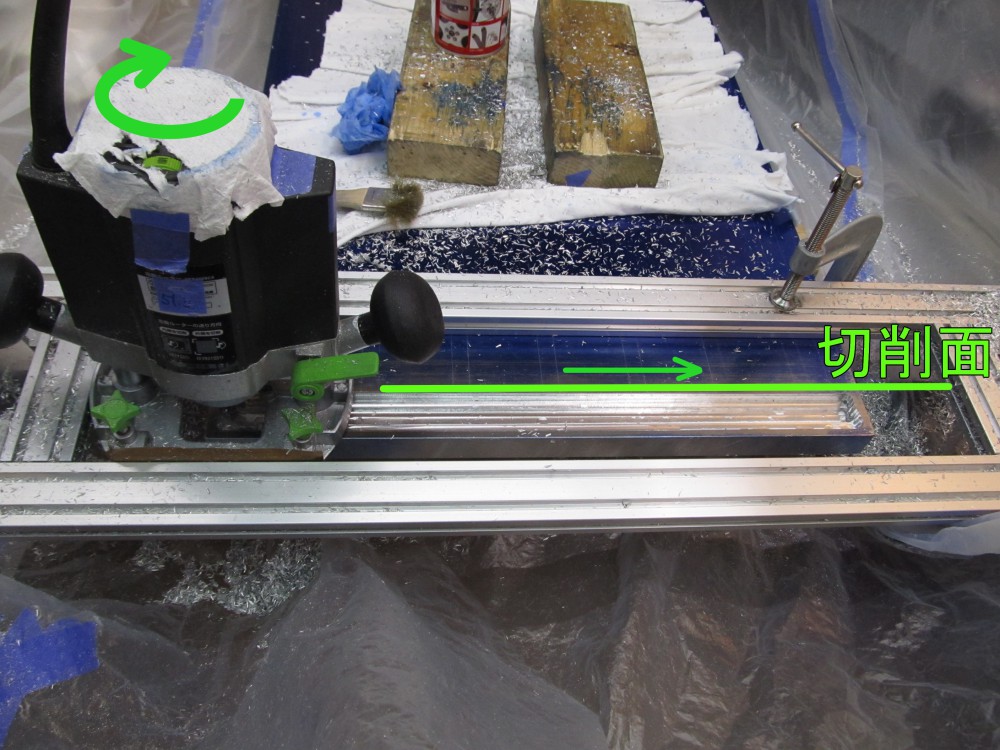
手前の面を削るときは・・・
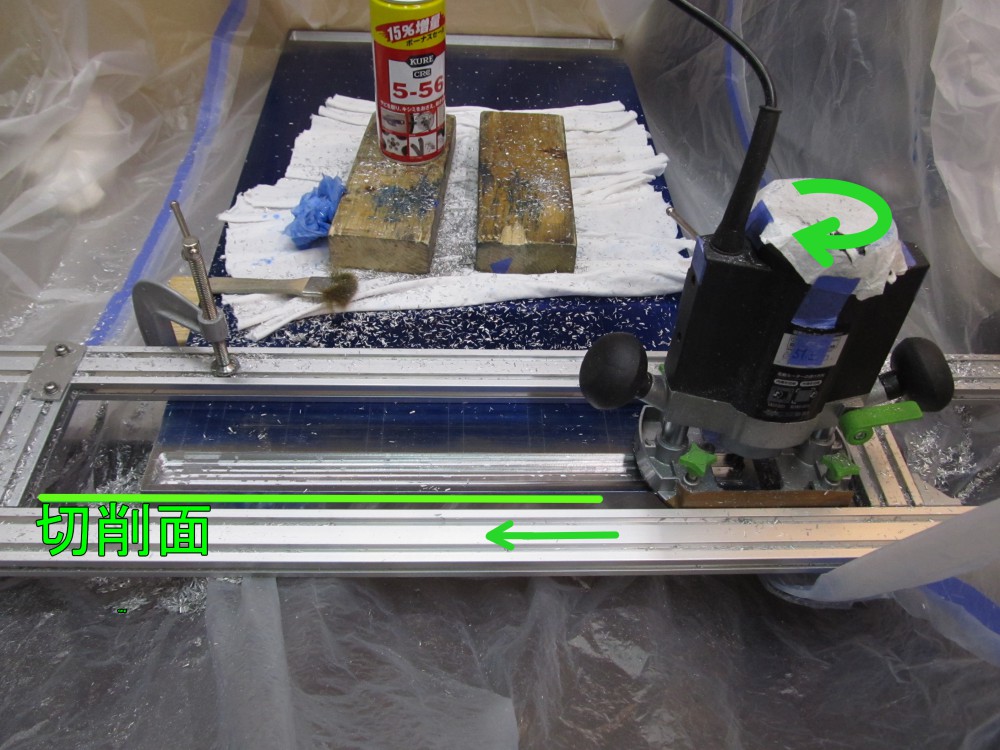
逆に使うと一気にルーターを持って行かれ暴れます。 超~危険。
そしてエンドミルが折れたり、欠けたりします。

真ん中の8mmエンドミル先端が欠けています。これがダウンカットで一気にルーターを持って行かれた結果です。
(このエンドミルはいい製品です。使い方が悪かっただけです。)
トミーグローバル 超硬スクエアエンドミル 径8㎜ 1700円
うちの作業小屋のエンドミルはほとんど「トミーグローバル」のモノです。
右の折損しているエンドミルは900円ほどの安物で、自らの切れの悪さで生み出した振動に耐えられず「ポキッ」と折れたものです。
「ビーン」とルーターを進めている最中に「バンッ」と音がして(ルーターは暴れていません)ルーターがスルスル前進可能に。
安価なエンドミルだとどうなるだろう?と遊び心で購入したのですが、予想どうりの結末でした。(笑)
手作業でも美しい
2週間もかかってしまいましたが、満足のいく結果になりました!!
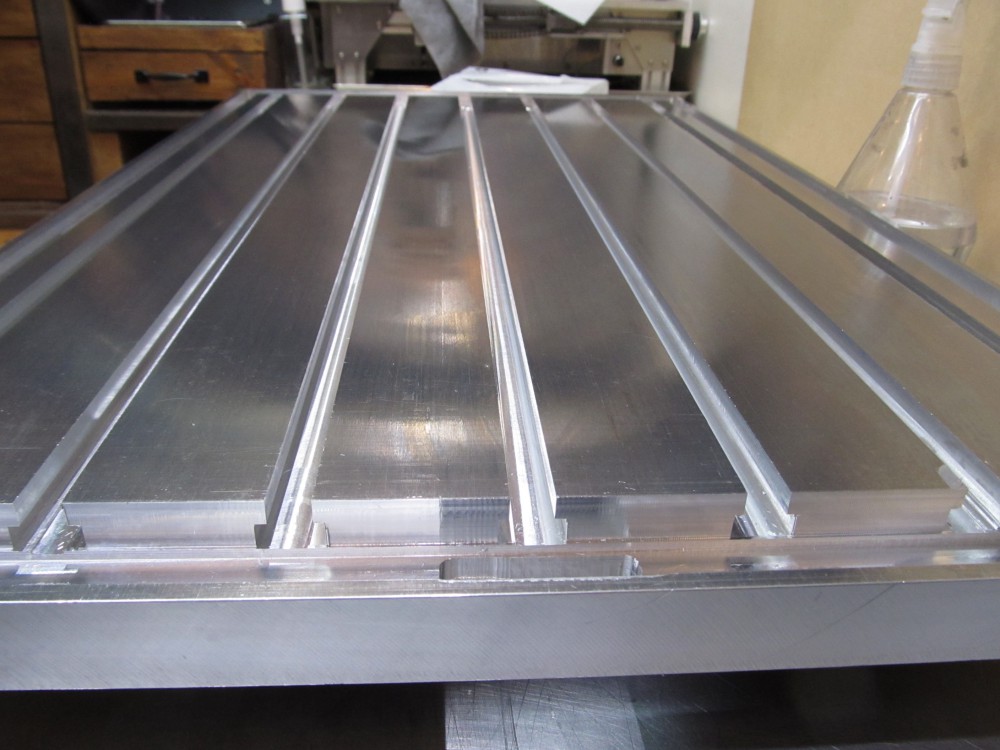
ガイドに沿って削っているので当たり前の結果ではありますが、きれいな切削面は嬉しいですね~。
手前には排水口を掘ります。
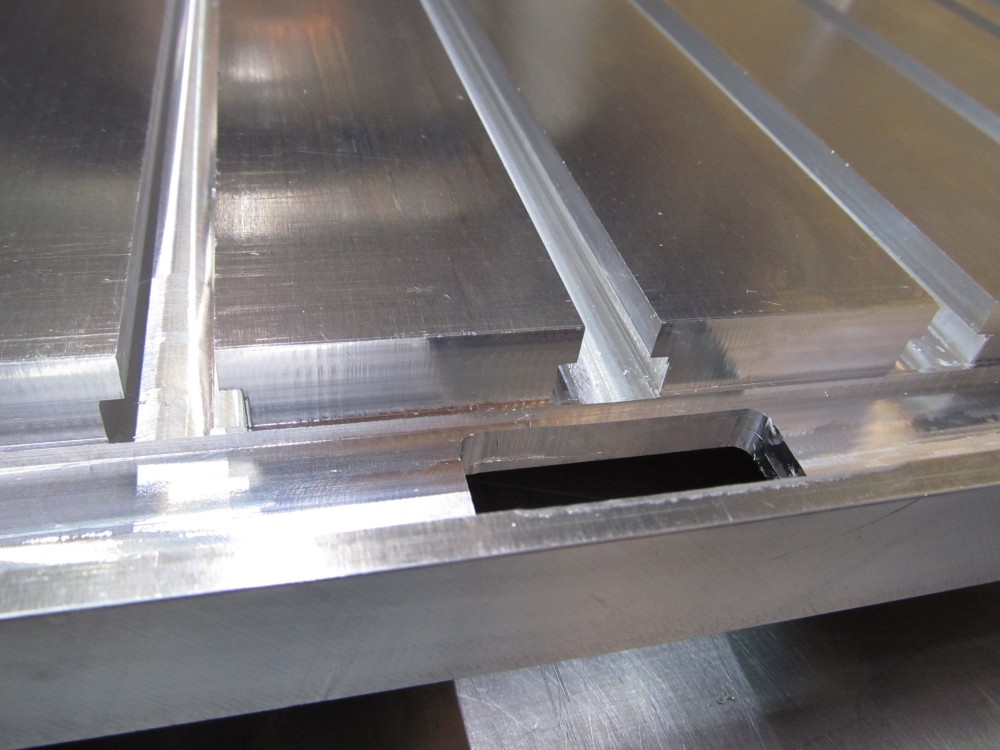
この排水口へ大量のクーラントと共に切削屑を流す予定です。
業者さんには加工を断られてしまいましたが、自分で加工する幸せを与えてくれたんですね。 いや~満足、満足!
嬉しいのでもう一枚アップしておこう。

なん度もぺしぺし叩いてニヤニヤしてしまいました。
まだまたやることが
これで完成ではありません。 旧CNCフライス盤の改良は始まったばかりです。
「クーラント飛散防止カバーはどうするか?」
「大量に流す洗浄用のクーラントポンプは?」
「テーブル全体にクーラントを川のように流すノズルは?」
「大量に流すならクーラントタンク容量を増やした方がいいんは?」
またまた妄想がぐるぐる回ります。