
比較的軟らかく加工しやすい身近な工作材料であるアルミが溶接できたらいいですよね~。
作れるモノがグッと広がります。
昔、アルミ用ロウ付セットを試したことがありますが、まだDIY経験が浅かったためうまくいきませんでした。
ロウ付けは、ガスバーナーの太い炎であぶるので、ピンポイントで加熱が出来ず母材全体が加熱されます。
アルミの溶解温度は660度、ロウ付けの作業温度は580度とほとんど違いがないため、ロウ付け部分が580度を超えた後、素早くロウを流さないとあっという間に母材全体が溶けてしまいます。
アルミの接合は溶接しかないっと思い込み、近年お安くなったきたTIG溶接を調達。(最近は、作業温度がさらに低いアルミ用ロウもあるようです。)
TIG溶接機があれば、自在にアルミを溶接出来るぜーって妄想を膨らませたのですが、やはり「アルミは難しかった」です。
事前にアルミ溶接は鉄より少々難しいことは承知しておりました。が、実際アルミの端材を使って練習してみると超ムズカシイです。
というより、無理なんじゃない??と諦めの心境になるほどムズカシイ・・・。
アルミ溶接が難しい理由
私が難しいと感じた理由を挙げてみますと・・・
1 アークが安定しない。アークがデカい。
アルミだと太いアークがバババッと暴れながら広がります。溶かしたいところをうまく狙えません。
鉄やステンレスだと細い安定したアークがシュー・・・と穏やかに放たれ、狙ったところを的確に溶かしていきます。
2 アルミが突然溶け落ちる。
アルミは660度ほどの低めの温度で溶けてしまいます。おまけに赤くなって熱くなっているよ~サインを出すことなく溶けるためよーく熱の入り方に注意する必要があります。
鉄、ステンレスの場合、2㎜以上の板厚で適正な電流値なら、アークで狙ったところの赤熱具合を見ながら溶け落ちないように溶接するのは素人でもカンタンです。
3 アルミは熱伝導性がよい。
熱がどんどん周りに逃げるため、初めはなかなか熱くならずトーチをゆっくり動かす必要があります。
だんだん母材に熱がたまると急に溶けやすくなるため途中からトーチを早く動かす必要がある。
・・・など、鉄ステンレスと比べ敷居が高く、2倍3倍の練習をしないと使い物になりません。
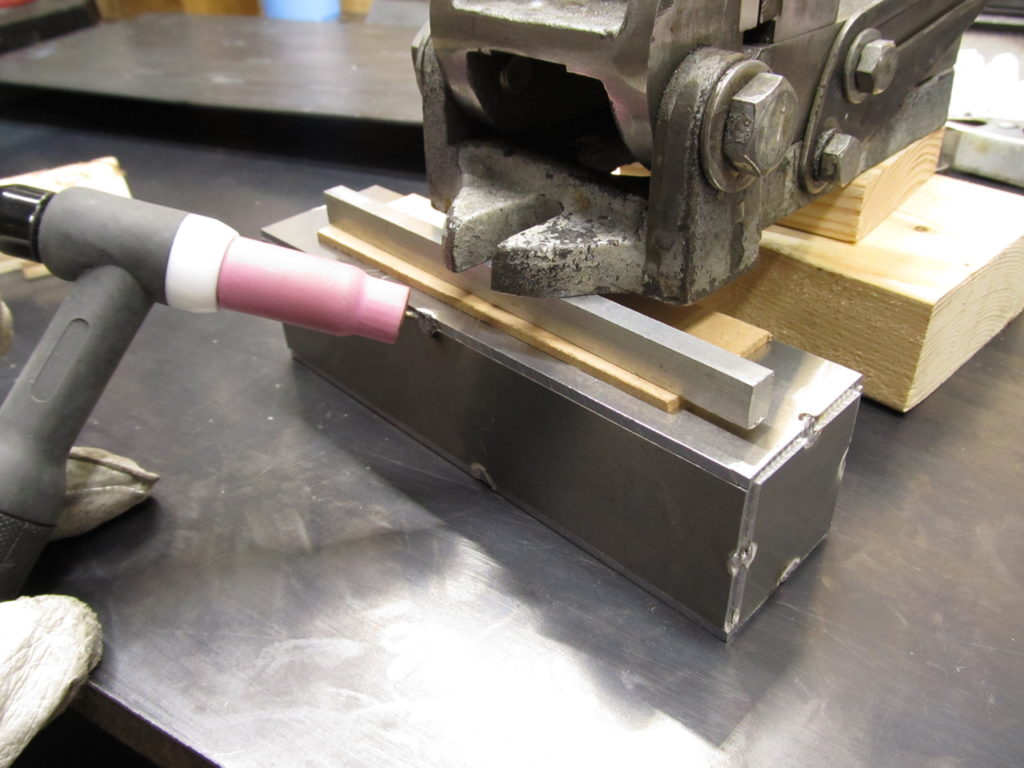
端材で練習し少し分かってきたので一つ作品を作ってみました。
アルミ溶接、初作品

溶接がカンタンな出隅しかないボックス型です。
まだ溶棒をきれいに入れる技術がありませんので、溶棒はほとんど使用せずなめ付けのみでの溶接です。
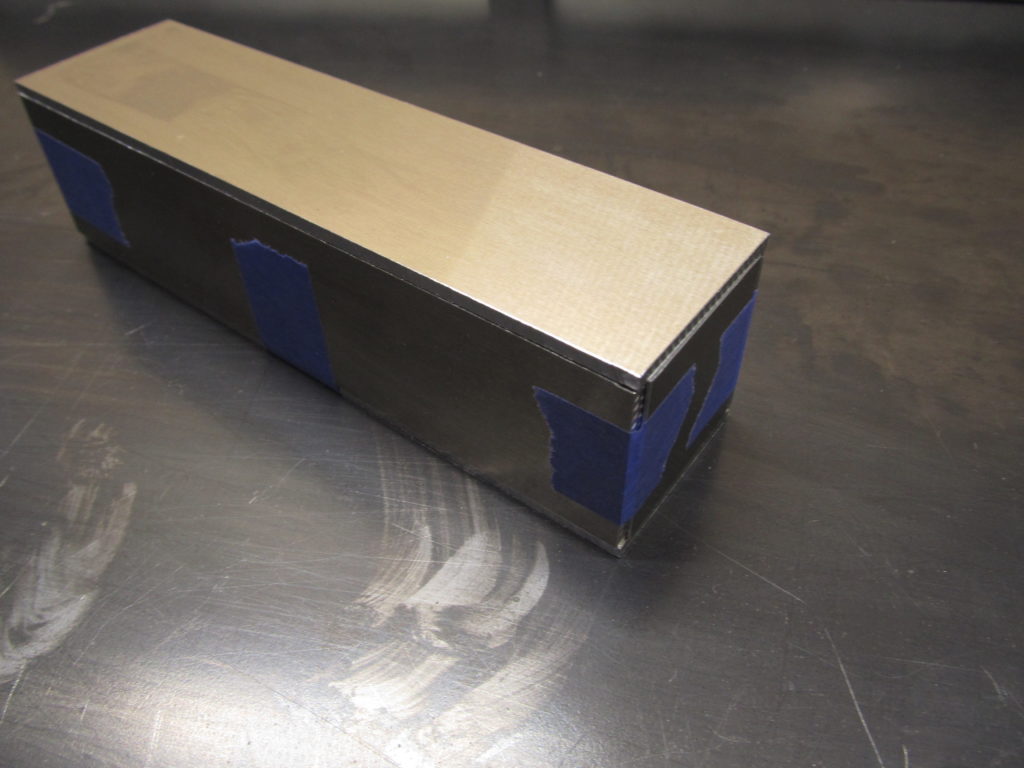
タングステン電極がアルミに触れないように指をプルプルさせ、滑らかにトーチを進めようと体を固めて肩がガチガチになり・・・と何とか溶接できました。
水漏れも大丈夫のようです。こう形になると意味もなくアルミ溶接で何かを作ってみたくなります。

ここまでのアルミ溶接の練習で学んだポイントをメモしておきます。
素人視点からのアルミ溶接ポイント
1 電流値は鉄ステンレスよりだいぶ大きくする必要がある。
仮止めのスポット溶接(なめ付け)の場合100A~120Aでした。
2 辺をなめ付けしていくときの電流は90A~100Aでパルスを使用すると楽。
パルスはダイヤルの位置で周期、オンオフ時間、ともに12時の位置(真ん中)です。
(パルスを使わないほうがいい場合もあることが後で分かりました。)
3 タングステンは鉄ステンレスより鈍角に先端を研ぐ。
すぐに先端は丸くなるので尖らせる意味はあまりない。
4 ACバランスのダイヤルはとりあえず最低にしておく。
上げるとタングステンの先端がたちまち丸まってしまいます。
ACバランスとはタングステン電極がプラスの時間とマイナスの時間のバランスのことです。交流周波数ではありません。
YOUTUBEを見ると、交流周波数を50Hz~数百Hzまで可変させて変化を説明する動画があります。(海外ばかりですが)が、私の格安TIG溶接機にはそんな機能はありません。残念・・・
以上です。
一言で言うと、「アルミは鉄ステンレスより2倍近い電流が必要なのに、溶解温度が低くすぐ溶け落ちるのでムズカシイ」です。
でも、アルミを溶接できると工作の幅が広がって単純に嬉しい!ので、これからも自在に美しく溶接できるようにガンバリマス。
それに、金属が溶けて混ざり合いくっ付いていく様子は見ていて楽しいですね。溶接工の皆さんはこんな気持ちで溶接の道に進んだのでしょうか?
修行のために溶接屋さんで働きたくなりました。プロからすれば遊びじゃないんだふざけるな・・かもしれませんが。