
今回は3Dプリンター製品へのネジ切方法についてです。
最近、立て続けに「3Dプリンタ―で印刷したモノにネジを付ける」という作業が発生。
いろいろ試行錯誤した結果「今後この方法でいこう」というやり方に行きつきました。
といっても大したものではありません。(笑)
「半田ごてで加熱してネジを切る」 という単純な方法です。
使用する道具
「半田ごて」と一般的なハンドタップと雄ネジです。

先がとがったネジは自作品。 下穴を押し広げてネジを進めやすいかなと思ったのですが、なくても大丈夫でした。
ハンドタップで樹脂へのネジ切りはムズカシイ
今回ネジ切りした樹脂(フィラメント)はASA。
「樹脂は柔らかいのでネジきりは簡単」と思って全行程をタップで切ると・・・ネジ山が全部なくなりました。
(正確には山の低い貧弱なネジ穴ができ、強く締めるとなめました。)
柔らかい素材ゆえなのか、「素材がボロボロと欠けていき」低いネジ山になっていくんです。
幾度か実験した結果、次の流れでネジを成型するのがよいのではという結論に。
半田ごてで加熱してネジを転造
初めだけタップで2~3回転ネジを切ります。
ネジの下穴はタップを同じ。 3㎜ネジなら下穴2.3㎜、4㎜ネジなら下穴3.3㎜という感じですね。

「2,3回転」は次の工程「普通のネジを食いつかせる」ためです。
そして普通のネジをねじ込んでから半田ごてで加熱していきます。
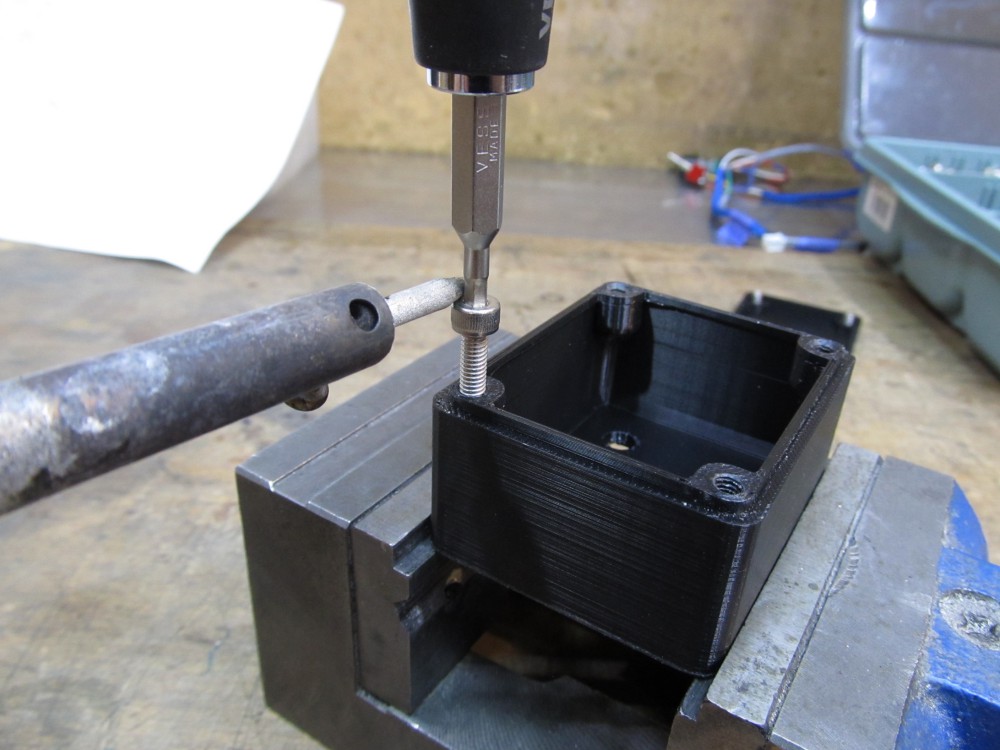
どのくらい加熱するかは数値ではお示しできないのですが、「ネジ周辺の樹脂が少し柔らかくなる程度まで」です。
柔らかくしすぎるとネジは成型されなくなります。
加熱し続けないで「加熱する」「加熱やめる」を繰り返し、ネジ周辺が「押し付けると変形する」程度の柔らかさをキープするようにします。
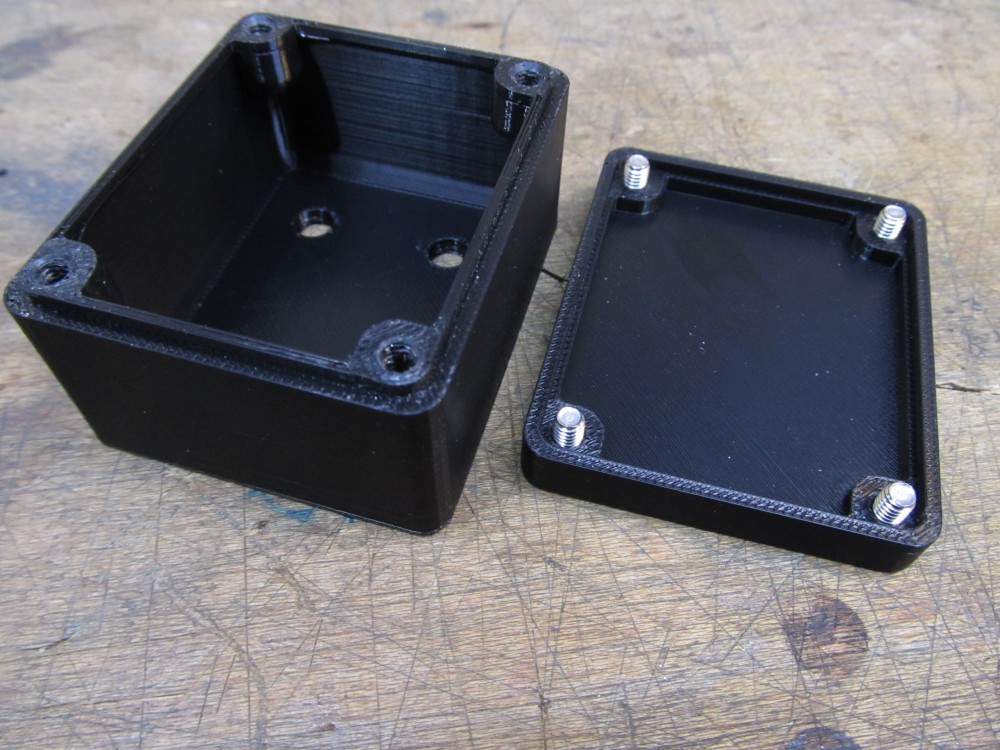
写真のネジの場合ボックス側のネジ穴長は10㎜。
一度加熱してねじ込みしを開始したら加熱をやめると半分近くまでねじ込めました。
半分近く進むとだんだん固くなってくるので、追加加熱してねじ込みを開始しします。
10㎜のネジ長で「加熱する」「加熱やめる」は3回繰り返しました。
ネジ山完成
完成したネジ山です。 これは4mmネジです。
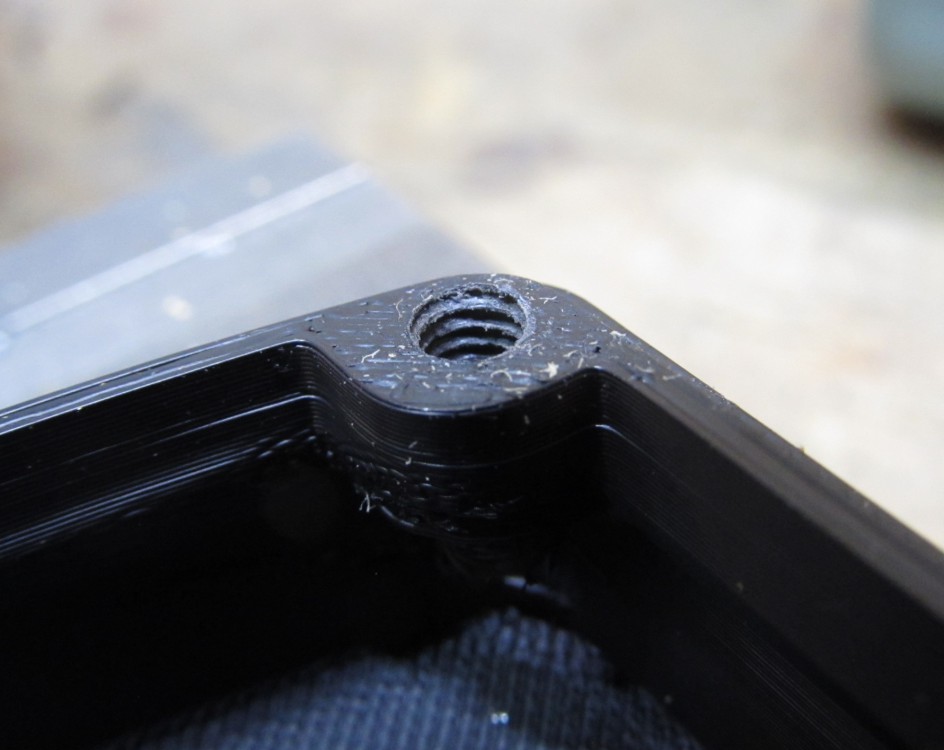
ネジ山が切削ではなく「押し付けて変形」させているので小さいネジでも山がしっかり成型されます。
インサートナットは使わないかも
確実なネジ山を簡単に得るにはこちらのインサートナットが便利なのですが、結構面積(壁の厚み)が必要です。
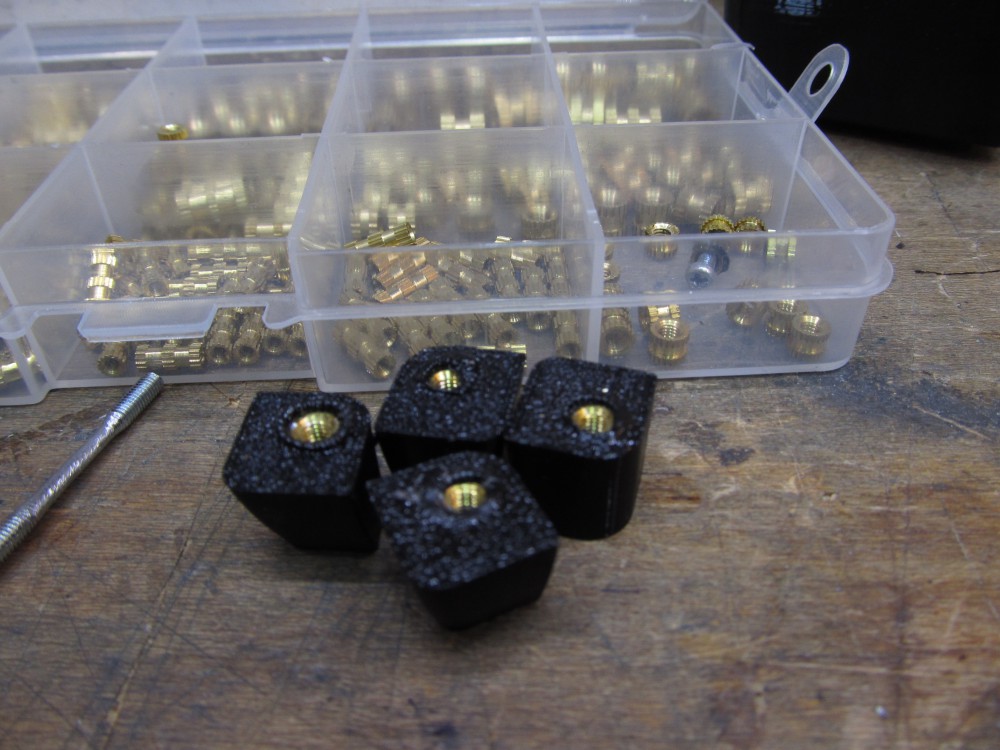
インサートナットを埋め込むための肉厚が必要なので、小さな箱にはあまり向いていません。狭くなっていしまいます。
また、インサートナットがうまく埋め込めなかった場合、ネジの締め過ぎでインサートナットが抜けてくるのでは?という心配がありますが、この方法だと素材に直接ネジ山を転造しているのでナット抜けの心配がありません。
今後しばらくはこの方法でいってみようと思います。
ネジ山がなめる心配は?
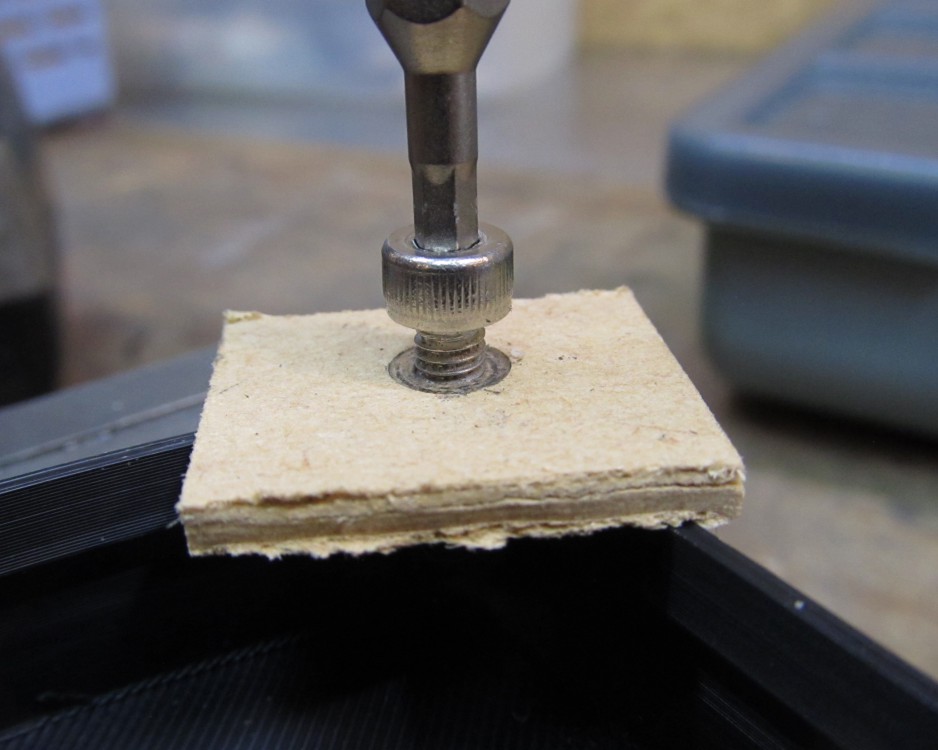
この方法で成形したネジ山を目いっぱい締め込んだ結果です。
まず、3㎜ネジです。

MDFボードがネジ頭の形に凹んでいるのが分かるでしょうか。
次は4㎜ネジです。
こちらもMDFボードがプレスされ凹んでいます。
+ドライバーの場合、「ネジ頭をなめてしまうか」「3Dプリンター造形物(ボックス)が変形してしまうか」という状態まで締め込んでいます。
かなりきつめにネジ締めしてもネジ山をなめてしまうことはまずありません。
これなら「インサートナットが抜けてくるのでは」という心配をせず安心して締め付けられます。