
今回は、アルミT字隅肉溶接が何とかできるようになりましたので学んだことを工作メモとして記事にしておきます。
チップソーのカバーを作成にとりかかったのですが、思うようにアルミ溶接ができず悶々としてしまいました。
すっきり解消するため、チップソーの作製から離れてアルミ溶接の練習へ寄り道です。
今作製中のモノ チップソーの安全カバー
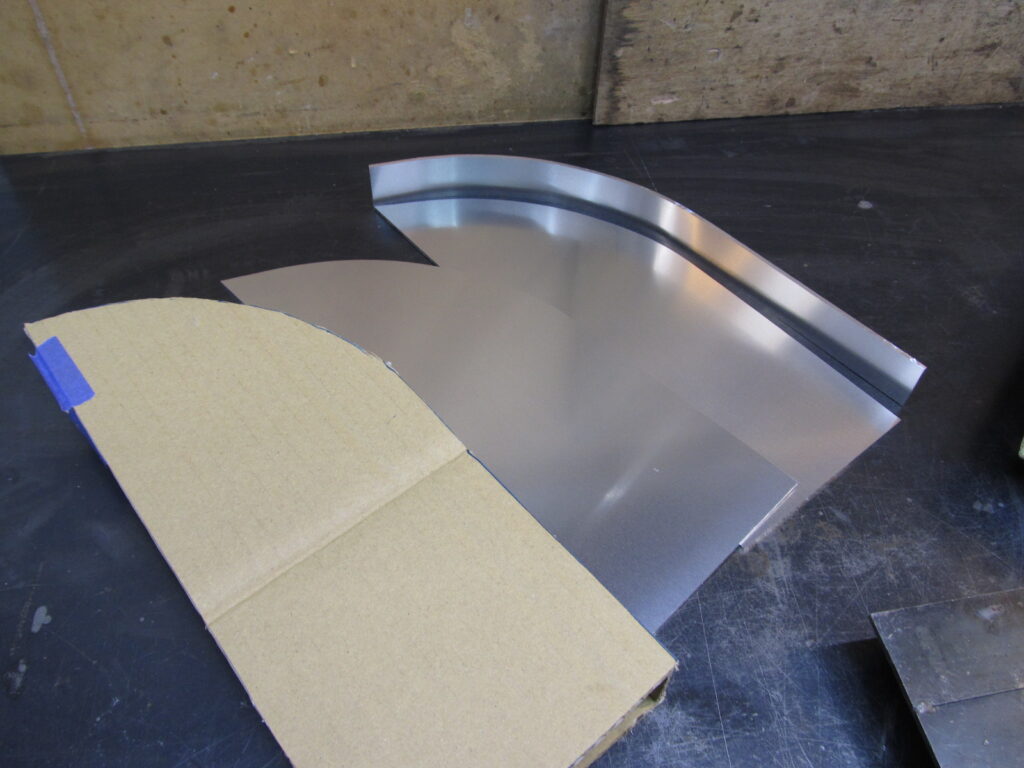
作製中のチップソーのカバーとはこのようなモノです。 段ボールの試作品が2段になっているのが分かるでしょうか。
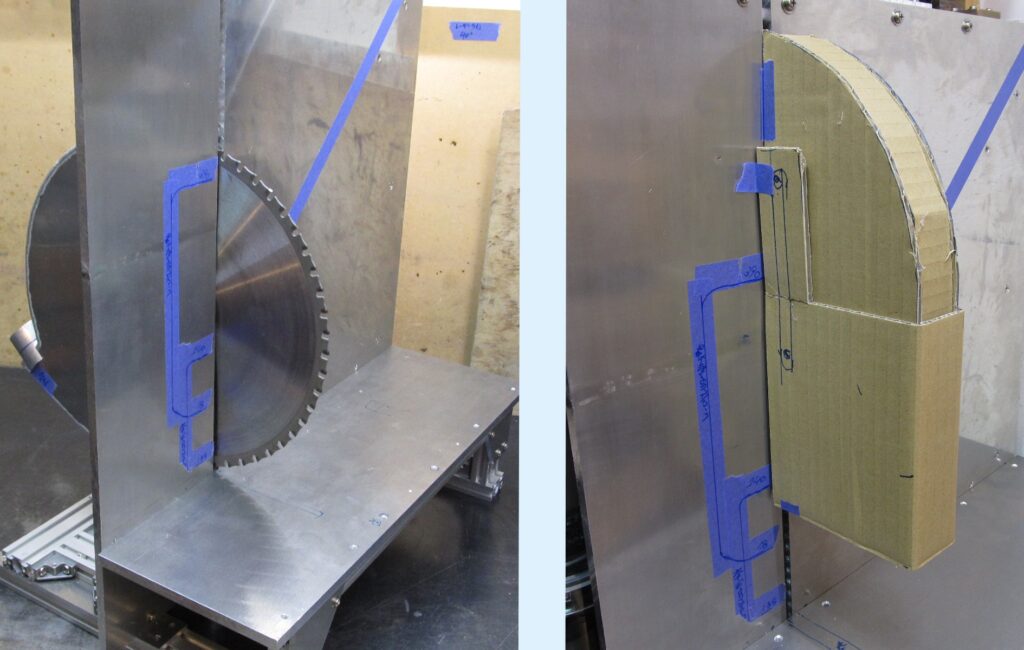
これをアルミで作ります。
今回の材料は厚さ2.5㎜のA5052。 試作段ボールと同じ形状にパネルー&バンドソーでカットします。
箱状のモノの溶接は難易度は低いのでカバー本体はササッと出来ました。 といっても溶接個所は美しくありません・・・。

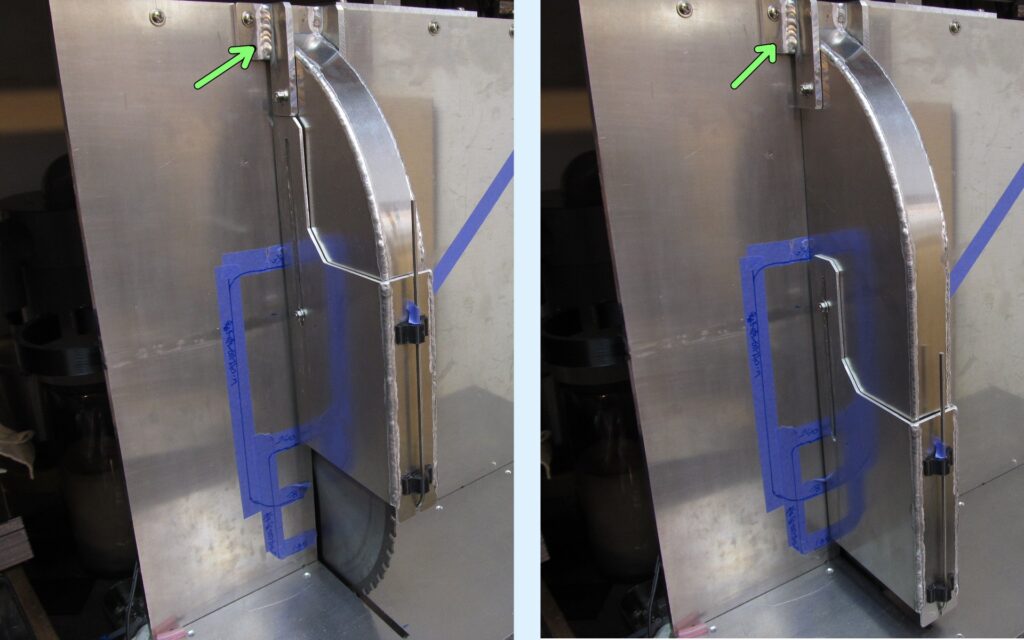
さて、うまう行かなかったのは矢印の取り付け部分です。 T字の隅肉溶接がムズカシイ。
今回の記事は溶接がメインですがカバーの説明をします。
写真左側=カバー短、右側=カバー長と可変します。 これは切断対象に出来るだけカバーを接近させ切削用クーラントの飛散を防止するためです。
アルミのT字隅肉溶接がうまくいきません
こちらが失敗したT字隅肉溶接です。なんか半田付けみたいですね。

あまり力のかかる部分ではなくカバーを保持していればOKなパーツですので、見かけが良くなくてもこれで十分ではと思いつつ作業を続けていると・・
だんだんテンションが下がってきました。 「己のできる限りで最善を尽くせ」と声が聞こえたような・・・。
「はい、やり直します。」
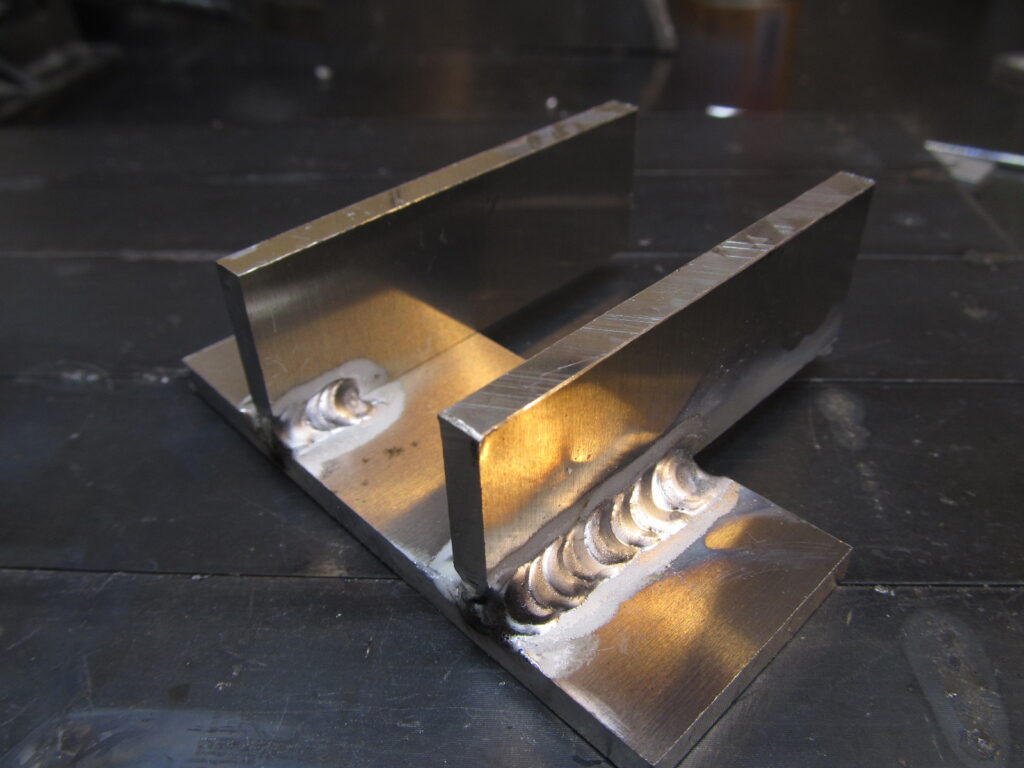
暗い写真しかありませんでした。 が、溶接個所がだいぶ改善されています。(と自己満足)
上手い人に教えてもらいました
どうやって改善したかといいますと、上手な人に教えてもらいました。youtubeで!(笑)
海外のyoutube動画ですが「6061.com」というチャネルです。
今回学んだのは「溶接のスタート地点をどこにするか」でした。初めに行う仮付けを真ん中付近で行っていました。 写真矢印×の付近です。
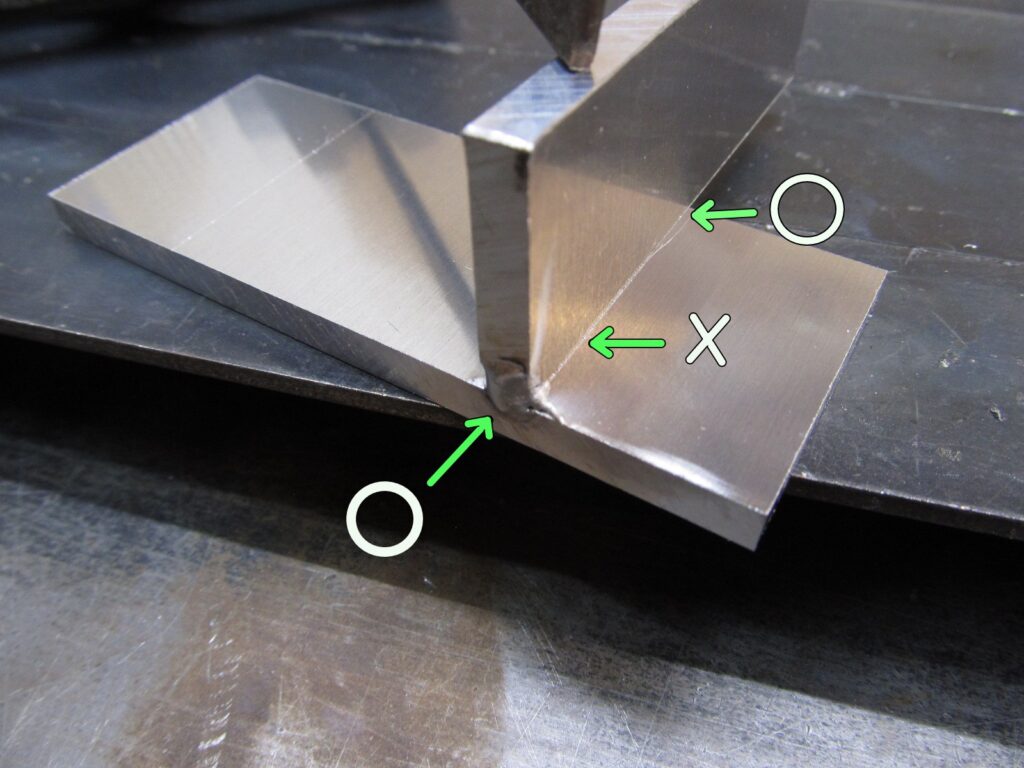
端っこからスタートすると「アルミは溶け落ちる」という恐怖心から2つの母材の「端や角」が丸まり距離が広がり溶接されないのではと思い込んでおりました。
ですが、「6061.com」を閲覧していると必ず写真矢印〇のように端を仮付けしてから始めています。
これを端材で試したらうまくいきました!

写真は全て厚さ5mmのアルミ板です。
溶接電流は120A パルスなしです。
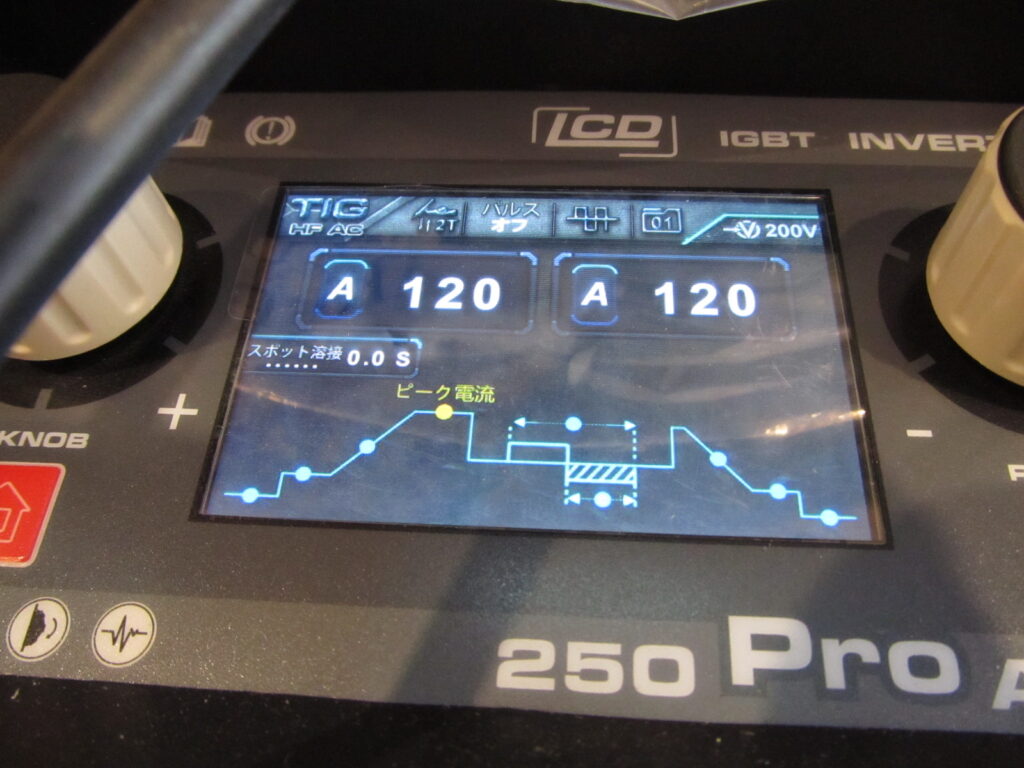
厚さ3mm以下の薄板でT字の隅肉溶接の場合はパルスありにしますが、5mm以上でパルスありにすると溶融プールがなかなかできず進みが遅くなります。
ゆーっくり溶接して母材に熱をどんどん供給している状態になってしまいます。
アルミは可能なかぎり強めの電流でササッと進めていった方がうまいく行くようです。
まあまあ納得したので次の作業へ進みます
「6061.COM」のように美しい溶接には程遠いですが「まあまあいいんじゃない」と納得できました!
ちょっと寄り道して練習した甲斐がありました。
工作は期限があるわけではありませんし、自分が楽しくなくては意味がありません。
これからも手間暇かけても「よくやった!自分」と思える工作をしていこー、と思います。