
長らく放置しておりましたチップソーの作製の再開です。
温度が大好きな私は、寒い冬になると温水器など熱源関連の工作に目移りしてしまいます。
だんだん暖かくなり温水器系からだんだん心が離れてきましたので、やりかけのチップソー作製を再開できそうです。
設計なしの思いつき
今回の記事は材料固定クランプの作製です。
手持ちの材料から思いついた構造なので途中で設計変更するかもしれません。 毎度のことながら行き当たりばったり工作で、だんだん形になってくると「あれ、別の方法の方がよかったも・・・」となるんですよね。
今回のクランプも作りながら「なんか違うかもしれない・・」という気持ちが片隅に浮かびつつ作業を進めております。
クランプの構造
手持ちの材料から浮かんだアイデアです。

10センチ角の角材まで挟めるようにするためスライド量は11センチ。上側の全ねじで支点を移動させクランプ力は底部のアルミ板を矢印方向に押してプレスすることで発生させる算段です。
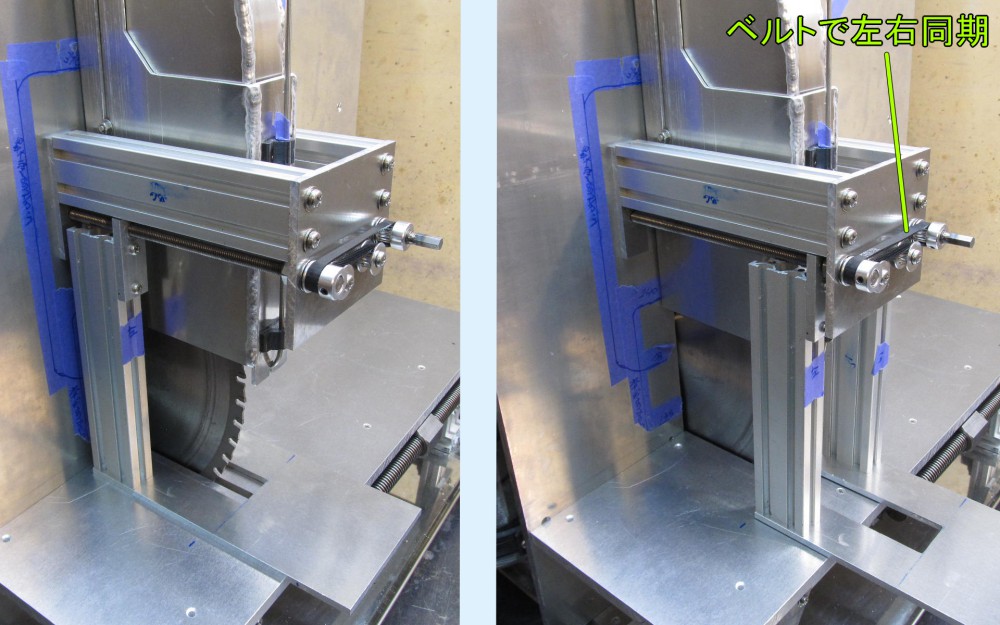
チップソーカバーが中央にあるため左右のクランプ材(アルミフレーム20×40)の上側の支点が左右別々になります。
左右を同期させて可動させるためベルト&タイミングプーリーを使用しています。
ベルトの駆動は電動ドライバーがよいのではと、全ねじに六角ビットを溶接しておきました。
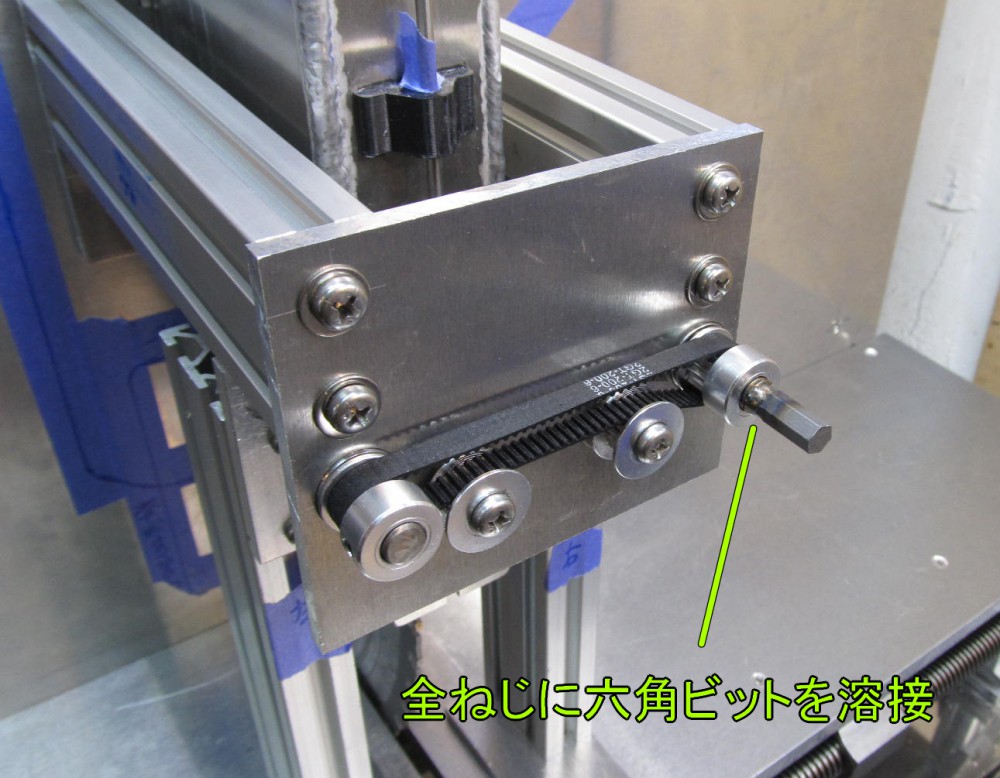
このように使う予定ですが、実験しているうちに電動ドライバーの抜き差しが面倒な気がしてきました。

六角ビットなら手動のクランク(六角穴の端材で自作)に交換可能なので後々手動クランクになっているかもしれません。(笑)
全ねじに六角ビットを真っ直ぐ溶接する
これが今回の記事のメインでございます。
youtubeで見たことのある「2つのシャフトを溶接で真っ直ぐ繋ぐ方法」をマネてみました。
思った以上に真っ直ぐ固定出来きちょっと嬉しかったので記事にしておきます。
まず溶接する両方(全ねじ、六角ビット)にボールベアリングの鋼球(直径4㎜強)が半分埋まる穴を開けます。
旋盤で直径4.5㎜の穴を開けました。深さは半径ほどでテキトウです。 鋼球をあてがって半分埋まるくらいに少しずつ穴あけ。
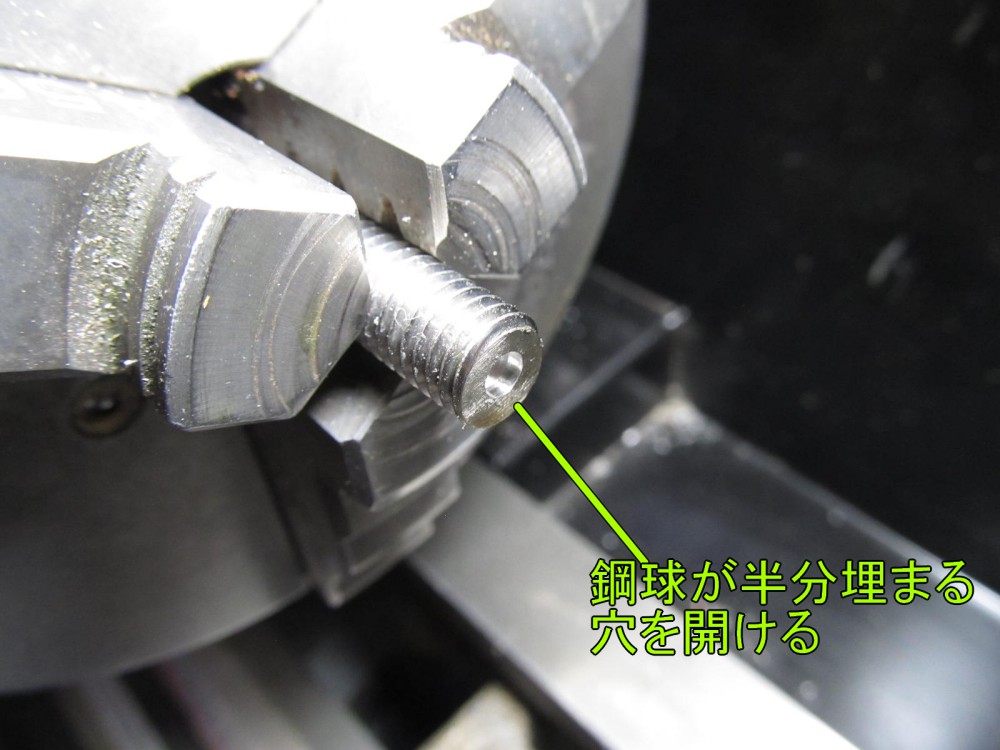
掘り過ぎたら断面を切削して穴を浅くします。 こんな感じで左右から押し付けてた時わずかに隙間がある感じがいいかと思います。
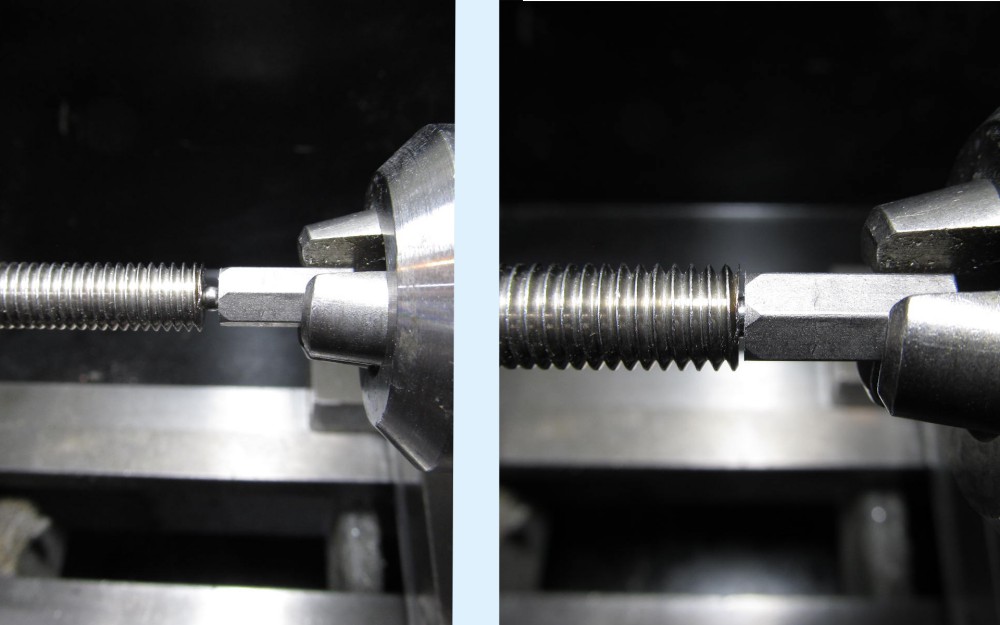
こうやってセンターに穴あけして鋼球を押し付けておけば左右のシャフトはほぼセンターになっているはずです。
そしてこのまま旋盤に固定したまま溶接します。
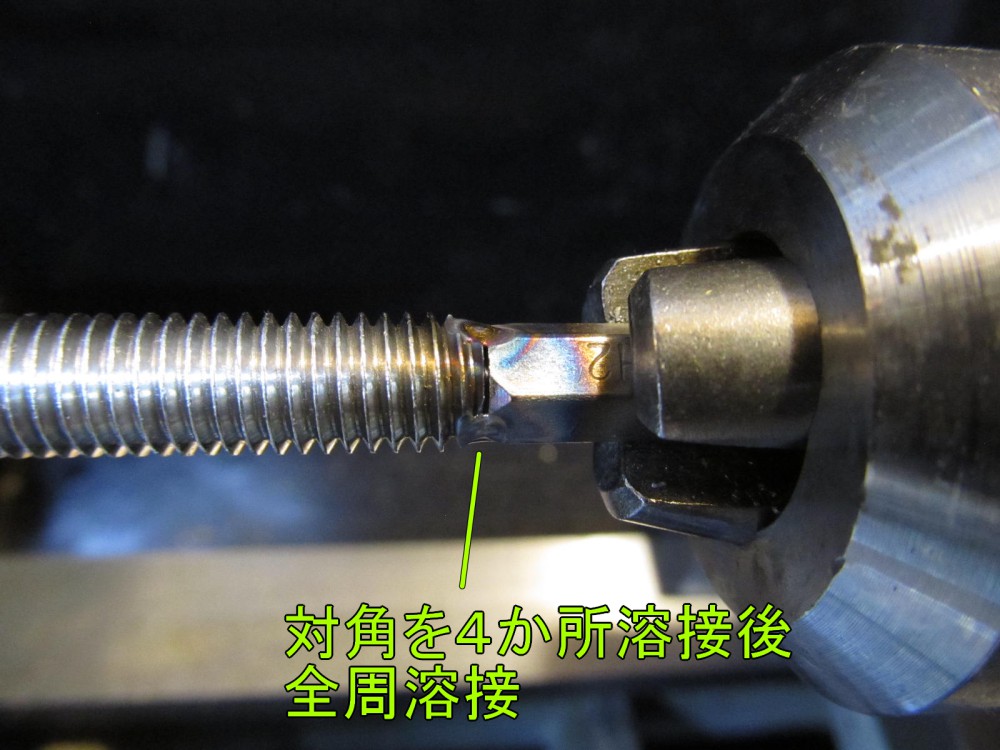
初めは対角4か所を軽く溶接して様子見。 特に反るとか問題はなさそうでしたので外周を全部溶接しました。
この全ねじはクランプのスライド用なので手でクルクルとユックリ回す程度の速度でしか回りません。 よって精度は適当でも大丈夫。
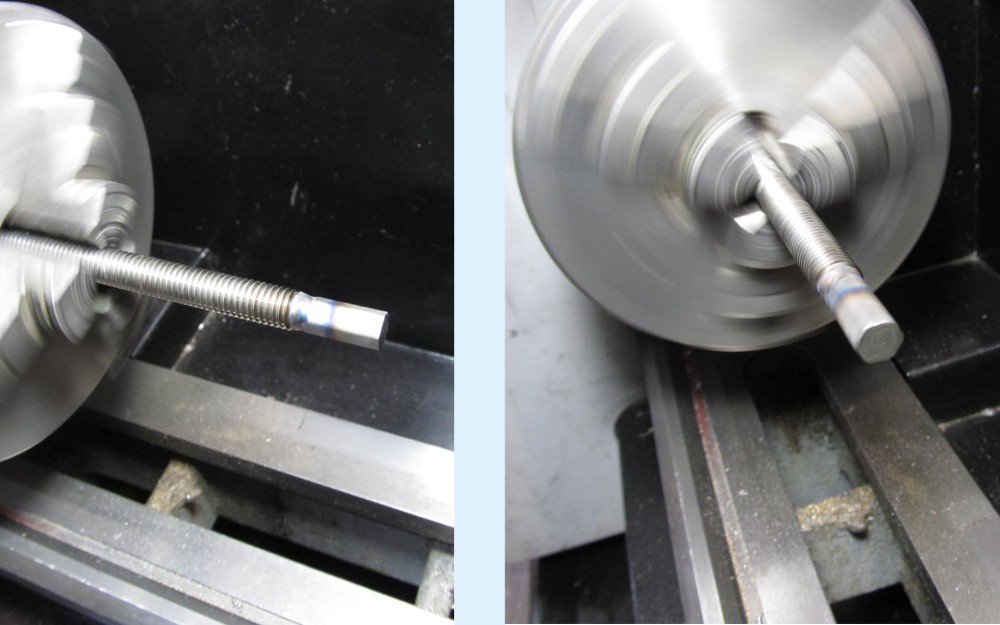
ですが、十分以上の精度で溶接できました。 旋盤で回していても先端の六角ビットがほどんどブレていないのが分かるでしょうか。
電動ドライバーで回しても精度がよいためブレを感じることはありません。 ちゃんとしたモノを作ったぞーという満足感があります。
クランプ力はどうするか
次は「本記事初めの写真↑↑の矢印方向のクランプ力」をどう発生させるかを考えなくてはなりません。
「全ねじでプレスしていけばいいのでは」なんて安易に考えていましたが、11センチもスライドとなると11センチ以上の全ねじがチップソー本体から出っ張ったままになります。
狭い作業小屋の卓上で11センチも出っ張られては困るなあと代案を思索中でございます。