
今回の作業はTIG溶接機の水冷化です!
こんなことがありまして溶接機を新調し水冷化せざるを得なくなりました。
①大物のアルミ溶接で190A~200Aを流す必要が発生
②200Aで溶接していたらTIGトーチが熱で焼損
③水冷式トーチを購入
④ついでに溶接機も新調
TIG溶接機水冷化の経緯
前述の①~④をもう少し詳しく説明します。
①アルミ溶接で200Aについて
8㎜厚アルミ板で「90cm四方、高さ20cmほどの台」を作製することになりました。
狭い作業小屋ではこのサイズが限界です。 広い作業所が欲しいなあ・・・。

アルミ溶接の難しいのは「赤熱することなく銀色のまま突然溶け落ちる」ところ。
「今回の作業は8㎜と厚めの板なので落ちの心配もないし楽勝だ~」と思っていたのですが、これが大間違い。素人の無知から来る大いなる勘違いでした。(笑)
アルミは熱伝導率が高く熱が逃げていくので大電流が必要なのは承知していましたが、8㎜厚でこのサイズになると200Aでようやく溶け始めるんです。
うちの溶接機では200Aが限界でした。
②TIGトーチの焼損について
母材が温まっていない初期は200A ~ 材が熱くなってくると190A~185A程で溶接していました。
この電流値で溶接しているとトーチがどんどん加熱してきます。 そして5分もしないうちに内部のOリングやトーチを覆っている耐熱のゴムなどが溶け始め煙がでてきました。
順調に進んでいた溶接部分が突然黒くなり初めは何が起きたのか理解できませんでした。 まさかトーチ内部が燃えるとは想像できずトーチを分解してビックリでした。
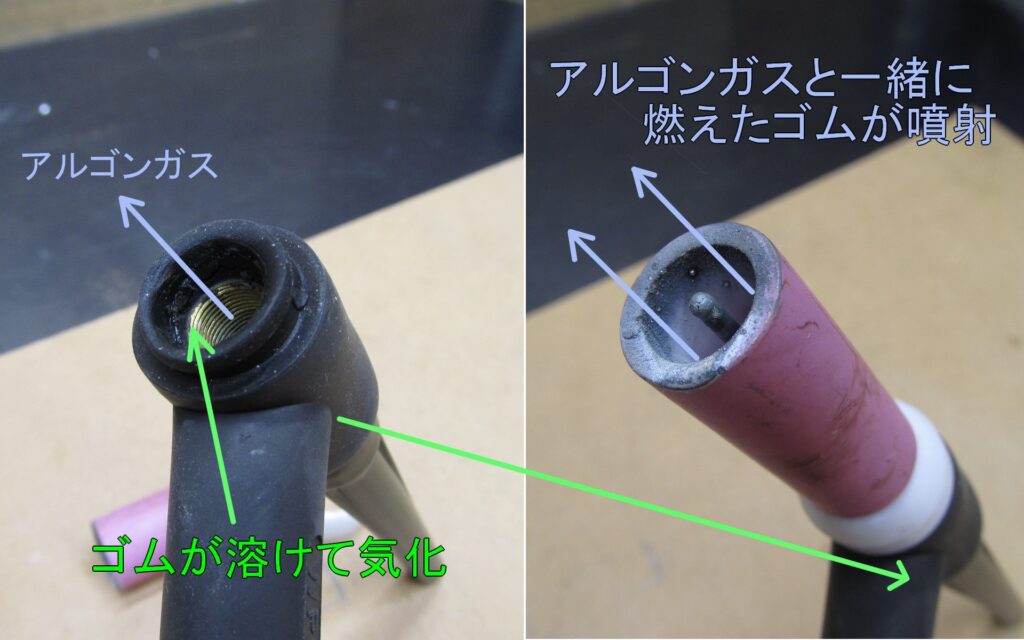
空冷式TIGトーチでは大電流電での溶接はムズカシイことが発覚。
空冷式ト―チとは普通のTIGトーチのこと。トーチの中を流れるアルゴンガスで冷やしているので空冷といいます。

パワーケーブルを接続する溶接機側ネジ部(中空)からアルゴンガスが流れてきます。
③水冷式トーチについて
200Aで溶接していると溶接用手袋をしていてもトーチを持っていられないほど熱くなってきます。
お仕事で300Aなどの大電流で溶接しているプロたちはどうしているんだろう??と調べてみると「水冷式トーチなるものが存在すること」、「大電流で溶接する場合は必須であること」を知りました。
またまた失敗・経験から学ぶ羽目になりました。(笑)
というわけで水冷式トーチを購入しその構造を調べてみます。

水冷式トーチはパワーケーブル(空冷式だと中央部にガスが流れる)、チューブ黒、チューブ赤、の3本から成っています。
チューブ赤から冷却水を送り込み、トーチの中を流れ、パワーケーブルの中央部を通って冷却水が排出されます。
通常のTIG溶接機はパワーケーブルの中央部からアルゴンガスが供給される仕様になっていますので、改造しないと使えないということですね。
TIG溶接機の新調
新たに購入したTIG溶接機も一般的な空冷式。 写真右側の小さい方が新しい溶接機です。

使ってすぐ感じたのは「旧タイプと比べ、アークの開始が穏やかでやりやすい」こと。
「買ってよかった~!」と笑みがこぼれます。
また、「交流周波数を変更できる」、「交流波形(矩形、正弦波)も変更できる」のでアルミ溶接がだいぶやりやすくなっています。
わずか数年の違いですが進歩を感じます。
端材のアルミで溶接して動作を確認できましたので、これから分解しアルゴンガスの経路の変更、冷却水の経路の新設等々の改造を行います!