
CNCフライス盤を使い始めると、送り速度(○○㎜/min)はどのくらいがいいのか、スピンドルモーターの回転数はどのくらいがいいのか、悩むものです。
手動送りのフライス作業なら「無理な切削かどうか」は感覚である程度わかりますし、やばかったら瞬時に手を止めることが出来ます。
が、Gコードによる自動切削では、指示された速度で問答無用にエンドミルが走りますので「この速度でエンドミルが折れたりしないか」と不安になります。
私は、CNCフライス盤を同じエンドミルをハンドリューターに装着し、手動で切削抵抗を感じてみて、切り込み1㎜程度でこのくらいの速度ならエンドミルは折れなさそうだな・・と適当に決めています。
プロは適当な勘ではなく、エンドミル直径、刃数、回転数、から計算で決定しているのでしょう。
スピンドルモーターが何回転しているのか分かれば、少しは不安解消になるかも・・と、実際に回転数で計ってみることにしました。
使用スピンドルモーター
自作CNCフライス盤には、Aliexpressで購入したスピンドルモーター(2.2Kw watercooled spindle kits ER20)が搭載されております。
カタログには回転数0→24,000rpmと記載されていますが、全開にしてもかなり静かなので本当は何回転で回っているのだろう・・・実はそんなに速く回転していないのでは??と疑っていました。
インバーターの表示は0~400Hzとなっており、木工では250程度、アルミ切削では320程度で使用してきたのですが、この値は全くの感覚的当てずっぽうで何の根拠もありません。
そこで、Amazonから購入した非接触タコメーターで計測してみました。
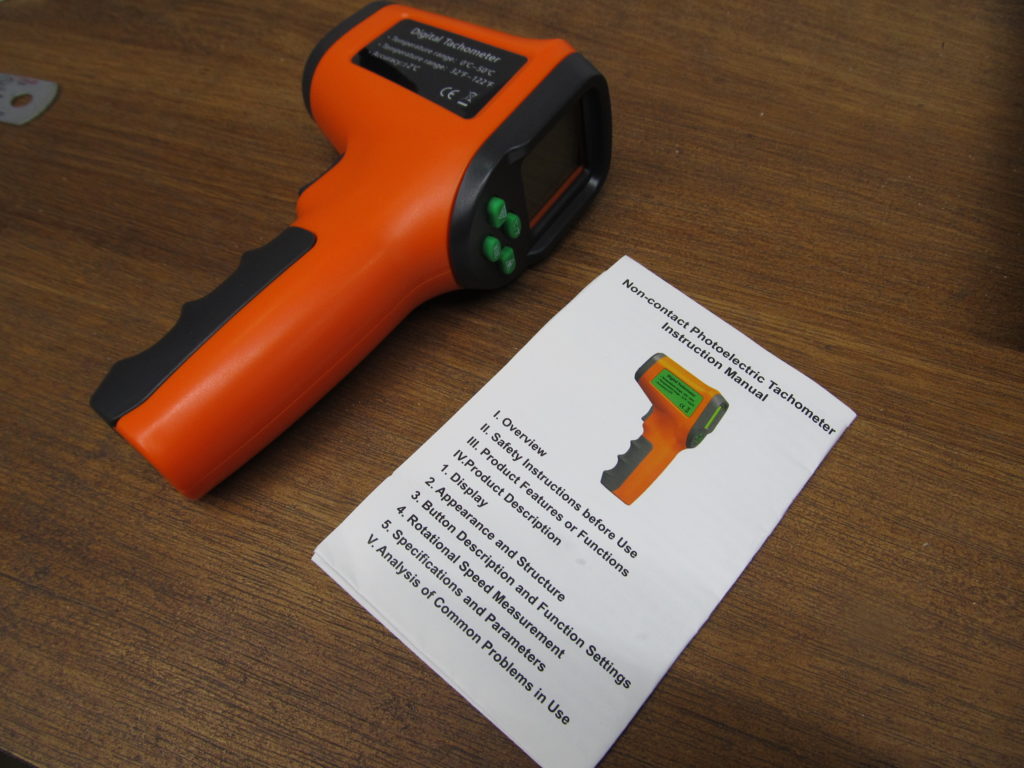
回転数の実測結果
全開400Hzにすると、最高回転数24,000rpmで確かに回転していました。なのにかなり静かです。
本当に24,000rpmなのか!と驚きます。
同時に、タコメーターもピッタリ24,000rpmと表示され驚きます。
1000rpm単位でしか表示できないのではありませんよ。ちゃんと、10rpm単位で計測してくれます。
結果、下記の表のとおりインバーター周波数×60=回転数となっておりました。
《回転数と周波数の関係》
| インバーター 周波数 | 計算値 | 実測回転数 | 差 |
| 100 | 6000 | 5990 | 10 |
| 120 | 7200 | 7190 | 10 |
| 140 | 8400 | 8420 | -20 |
| 160 | 9600 | 9600 | 0 |
| 168 | 10080 | 10000 | 80 |
| 180 | 10800 | 10780 | 20 |
| 200 | 12000 | 12000 | 0 |
| 220 | 13200 | 13240 | -40 |
| 240 | 14400 | 14400 | 0 |
| 250 | 15000 | 14950 | 50 |
| 270 | 16200 | 16200 | 0 |
| 280 | 16800 | 16800 | 0 |
| 300 | 18000 | 18000 | 0 |
| 320 | 19200 | 19200 | 0 |
| 340 | 20400 | 20450 | -50 |
| 360 | 21600 | 21750 | -150 |
| 380 | 22800 | 22850 | -50 |
| 400 | 24000 | 24000 | 0 |
グラフにするとこんな感じです。(周波数×60=回転数なのでグラフはいりませんね。)
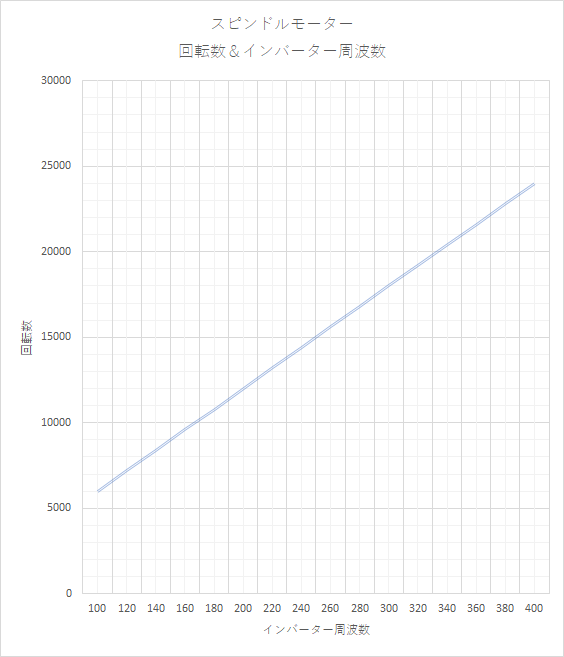
計算値と実測の差がほとんどなく嬉しい驚きでした!
よく考えれば周波数で制御されているブラシレスモーターなので周波数と回転数が比例するのはあたり前なんですが。
この驚きはきっとメイドインチャイナへの偏見がまだ心のどこかにあるからなのでしょう。いけませんね。こんなにいい製品をリーズナブルな価格で提供いただいておきながら・・・。
ということで、私は木工では250Hz=15000rpmで、アルミ切削では320Hz=19200rpmでフライス作業していた事が判明しました。
使用エンドミルは3.17㎜径です。
さて、これが適正な回転数なのかどうかは今の私には分かりません。
今回のスピンドルモーター回転数の計測で、インバーター周波数表示と回転数の正確さ、Amazonのお安いタコメーターの正確さの双方を確認することができました。良質な製品を提供いただき感謝です!
ちょっとした計測機器が工作に楽しみをプラスしてくれました。