
DIYで困るのが金属の加工です。
鉄やアルミがサクサク切断できればますます工作に拍車がかかるのはず!っとオールマイティな切断工具を探し求めております。
これまで、金属用チップソー、金属用バンドソー、ジグソー、切断砥石を使ってきましたが、ついに“プラズマカッター”を試すときがやってきました。
プラズマカッターなら薄板~厚板までサクサク切断するに違いない、と期待を抱いて早速Amazon倉庫から取り寄せてみました。

結論からいいますと思ったほどの満足感は得られませんでした。理由は次のとおりです。
1、切断速度が速く静かだが、切断面が汚く、ベルトサンダーが必須である。
2、プラズマカッター+ベルトサンダー=チップソー である。
3、切断面がきれいなチップソー、バンドソーの代わりにはならない。
4、直線カットが目的ならチップソーの方がよい。
5、曲線、円形くり抜き、矩形くり抜きといった特殊な切断でプラズマカッターは真価を発揮する。
DIY好きなら一度は金属切断工具を購入しようと悩んだことがあるはず。
金属切断でお悩みの方へ参考になればと思い中華製プラズマカッターCUT50を紹介してみます。
プラズマカッター一式
ゼロからプラズマカッターを使うには、本体+コンプレッサーが必要です。
↓この2点をAmazonで購入しました。

〇プラズマカッター エアープラズマ切断機CUT50 100/200v 24,500円
本体サイズ 370㎜×160㎜×240㎜
思ったよりだいぶ小さく、TIG溶接機の3分の1くらいの体積です。
〇コンプレッサー
シンセイ 静音オイルレス縦型コンプレッサー 38L HS-38 33,420円
700W 一馬力 最高圧力8kg/㎠、起動圧力6kg/㎠
6kg/㎠時吐出量75ℓ/min
本体サイズ 395㎜×375㎜×740㎜ 29kg
6kg/㎠時吐出量75ℓ/min
プラズマカッターの推奨吐出量は120ℓ/minなので少々力不足(×役不足)ですね。
連続して長時間のカットは難しいでしょう。CNCプラズマカッターのように連続して切断し続ける予定はまだないのでこれでヨシとします。
【追記】後日、このコンプレッサーを使用した直圧式サンドブラストを作成しましたが、すぐにエアが不足することが分かりました。
使用圧力は2kg/㎠程度で小物しか吹いていないのですが、吹いてる時間よりエアが溜まるまでの待ち時間の方が長いという状態です。
プラズマカッターは3~4kg/㎠ほど必要としますので、このコンプレッサーでの連続使用は出来ません。
後々、「200Vコンプレッサーに買い替えるか、追加購入して2台並列にするか」検討する時がきそうです。楽しみが増えました。
プラズマカッターの配線・配管

写真の緑色のエアチューブと電源プラグやその他エア配管・200v配線に必要なパーツは自分の環境に合わせて用意します。
電源線はプラグ無しの電線のみの状態で販売されています。
エア配管の様子

本体背面から出ているチューブ(本体内蔵圧力計への配管)をレギュレーターに差込後、レギュレーターを本体裏側に固定します。
購入時この透明チューブがほんの少ししか飛び出していなかったため、欠陥品かと思いましたが(ゴメンナサイ)、引っ張ると十分な長さが出てきました。

プラズマノズルは3セット分付属していますが、すぐに劣化するので全然足りません。大量に安売りしていますので使い始める前には予備を購入しておきましょう。

使い方
溶接経験者なら説明書は不要かもしれません。カンタンです。
母材にアースし、トーチを接触させ放電を開始するだけです。
電流、空気圧ごとの切断の様子と切断後の断面図を動画にまとめてみましたので参考に見てみてください。
設定の目安
参考に、私が鉄切断時に使う空気圧、電流は・・・
厚さ0.5㎜以下 空気圧3kg/㎠ 電流15A以下
厚さ1.0㎜程度 空気圧3kg/㎠ 電流25A程度
厚さ3㎜~4.5㎜(鉄アングル)空気圧4kg/㎠ 電流35A~45A
で、設定の考え方は「プラズマが貫通する出力(エア圧✖電流)にする」です。
初めは電流量と空気圧の最適値が分からないため多少の試行錯誤は必須です。はじめからいきなり本番はやめましょう。大事な材料がパーになります。
出力が弱くプラズマが貫通していないと火花が盛大に跳ね返り初めはビビってしまいますが、あまり熱くありません。
溶接のスパッタのように木製の作業台が焦げ付くことはありませんし、半袖でも「ちょっと熱いなあ」くらいで済みます。(これは私の場合で、長袖&手袋着用をおススメします。)
トーチの移動速度
厚さ3㎜以上の母材ならプラズマが貫通しているのを確認しながらゆっくりトーチを移動させれば意外と簡単に切断できますが、薄板の場合、プラズマが途切れてしまい結構難しいです。
トーチ→プラズマ→アース電極である材料へという電気の流れになるため、薄板に対して大電流の場合、あっという間にプラズマが貫通しアース側の鉄板がなくなるのでプラズマが途切れてしまうことがよくあります。
そのため、薄板ではかなり早めにトーチを走らせる必要があります。
先ほどの動画の中で100均のステントレーを切断していますが、電流は11Aと最低かつ早めに移動させています。
これよりゆっくり移動させるとプラズマが「ボスッ、ボスッ」と途切れ途切れになってしまいます。
対して、4.5㎜フラットバーの場合かなりゆっくり動かしているのがわかると思います。
使ってみて(感想)
プラズマカッターの・・・
・板モノの切断に向いている、
・切断面はあまりきれいでない、
・材料の硬度に関係なく素早く切断できる、
・切断音が静か、
という特徴を体験できました。
カンタンに切断はできるのですが、どうしても切断面は波々になるし、裏側にはスラッグが付着します。
綺麗な切断面ならチップソー、丸棒・角棒の切断ならバンドソー、とそれぞれ向き不向きがあり、これ一つで何でもOKという万能切断機はなさそうです。
小さな作業小屋にあれもこれもと電動工具を常設できないので万能的なマシンがあればと思ったのですが、道具は使い分けるものですね。学びました。
プラズマカッターできれいな切断面を実現するためには、電動で一定速度でトーチを動かす装置が必要です。
人力では滑らかに一定速度を保つことほぼほぼ不可能です。理想はCNC化です。
またまた、工作の課題ができました!楽しみです。!
その他プラズマカッターに必要なモノ
作業小屋で使うためダスト受けは必須です。グラインダよろしく盛大に火花が飛び散りますので使用後はたくさんの砂鉄が飛び散っています。
そこで、ガラス繊維でできたスパッタ防止布でダスト受けを作製してみました。
キャンプ用で販売されている焚火、コンロ、ストーブ用の防炎シートを使っています。
〇ICHIFUJI 耐火 防炎 スパッタシート
瞬間耐火温度1500度 溶接 薪ストーブ用 (ハトメ無し, 1m*1m)
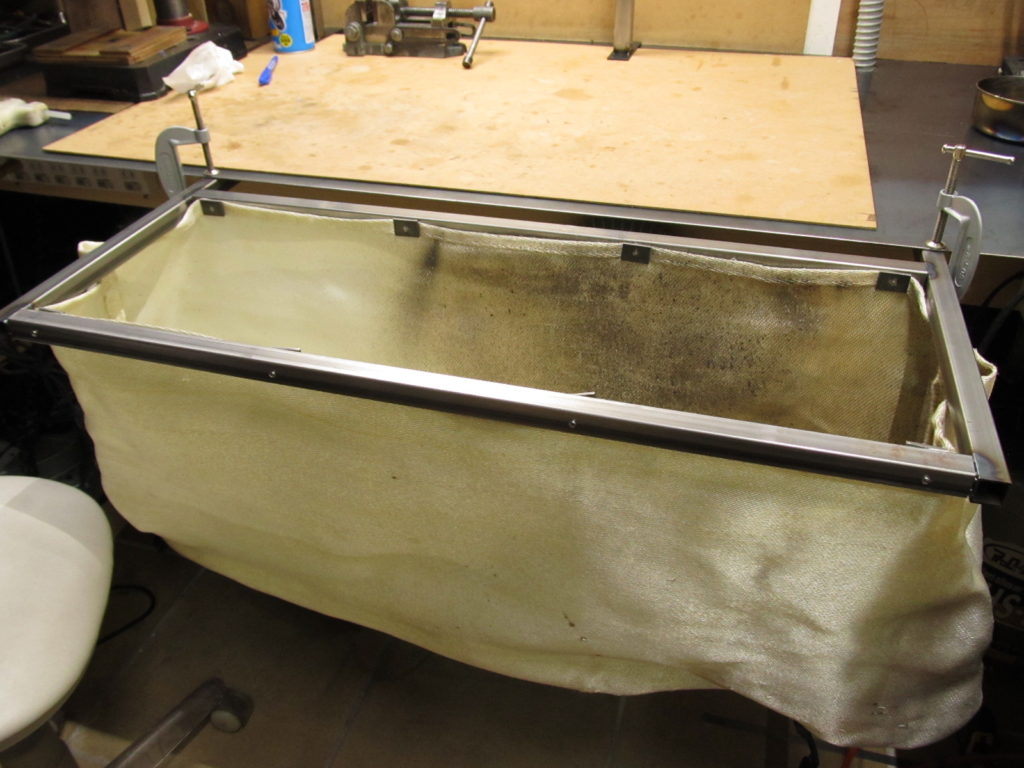
鉄の角パイプの枠にガラス布を袋状にしてネジで固定しました。
火花に対して耐熱温度は十分でしたが、切断後の赤熱した鉄が落ちてくると穴が開いちゃいます。
底に100均のステンレストレーを置き、落下する赤熱した鉄をトレーで受けることで解消しました。
これで一応プラズマカッターを小屋のなかで使用できる環境が整いました。
次は、“プラズマトーチを定速で動す装置の作製”という楽しみができました。自作の道に終わりはありません。楽し~