
FRPといえば刷毛で積層するハンドレイアップ。FRP工作する時はいつもこれでした。が、最近インフュージョン成型という工法を知りました。
自作好きのみなさまはご存じでしたでしょうか?
インフュージョン成形とは、下側の型(FRP製)と上側の型(フィルム)との間を真空にし、樹脂を含浸させる成形法で、結構昔からある方法のようです。
youtubeを見ながら真似してみると「樹脂を絞った軽量なFRP製品」が出来ました。
「カンカンッと乾いた炭」のような硬質、軽量な感触です。
ハンドレイアップで自作したFRPって結構重いんですよね。空モノラジコン(ヘリコプター、飛行機系)の自作の時につくづく感じました。ラジコンメーカーのFRP製品って薄くて軽量。
ハンドレイアップは繊維の自然な状態で樹脂を吸わせますので樹脂量が多いくなるのは避けられません。何かでプレスしてあげないと軽量なFRPは作れません。
そこでインフュージョン成型で軽量強靭なFRP作成に挑戦してみました。
この記事は、インフュージョン成型に必要な資材、機材の紹介と、インフュージョン成型の流れの説明となっています。
あくまでも素人の初挑戦なので参考程度にご覧ください。 手っ取り早い動画もどうぞ!
追記: 再度インフュージョン成型を実験。(youtube動画)
1回目より(ちょっとだけ)手順を分かりやすくまとめました。
目次
インフュージョン成型に必要な資機材
・原型
型はトレイ状の木材にアルミテープを貼ったモノ。実験なので簡易に雄型からの作製としました。
・FRP素材
繊維は、#200ガラスクロスを2層、3Kカーボンクロスを1層。
樹脂は、積層用ポリエステル樹脂(インパラ)
Youtube動画を参照するとエポキシ樹脂を使用しているものが多いようです。長い硬化時間をとれるエポキシ樹脂の方がゆっくり真空引き出来るので適しているのかもしれません。
ポリエステル樹脂は状況によりますが、速いと20~30分で硬化が始まるため途中で真空引きが停止してまう恐れがあります。
上記の材料は通常のFRP積層と同じですね。ここからがインフュージョン成型のために用意しなくてはならないモノとなります。
・インフュージョン成型 専用に必要な資材・機材
① ピールプライ
② 樹脂供給用ネット
③ スパイラルチューブ
④ ゴム栓
⑤ 真空パック用ポリ袋
⑥ シール用ブチルゴム
⑦ 樹脂供給用チューブ
⑧ 真空ポンプ&真空チャンバー
ハンドレイアップに加えて結構いろいろなモノを用意しなくてはなりません。これだけで一気に敷居が上がります。
趣味ですと1つだけしか成型しないことが大半です。そのためにこれだけを用意するのは気が遠くなります。
各資材の説明
ここから各資材の説明をします。
①ピールプライ
ピールプライとは、設置した繊維の上に配置する離型用のシートです。
ピールプライを通過して樹脂が繊維に浸み込みます。また、硬化後は樹脂と一体にならずベリベリッっと引きはがす資材です。
専用のピールプライは薄いナイロン生地のような繊維質のモノです。
ネット販売されていますが、結構高価(ロール売りだったりします)で小物の作製のために購入は躊躇します。
代用品として、厚さ0.025㎜の半透明タイプ(シャカシャカするタイプ)のポリエチレン袋を使用。
これに剣山(生け花などで使う針の山)で無数の穴を開けて樹脂が通過するようにしました。
スチロール上でブスブスと刺しまくります。

だいたい5mm間隔で穴が開いています。
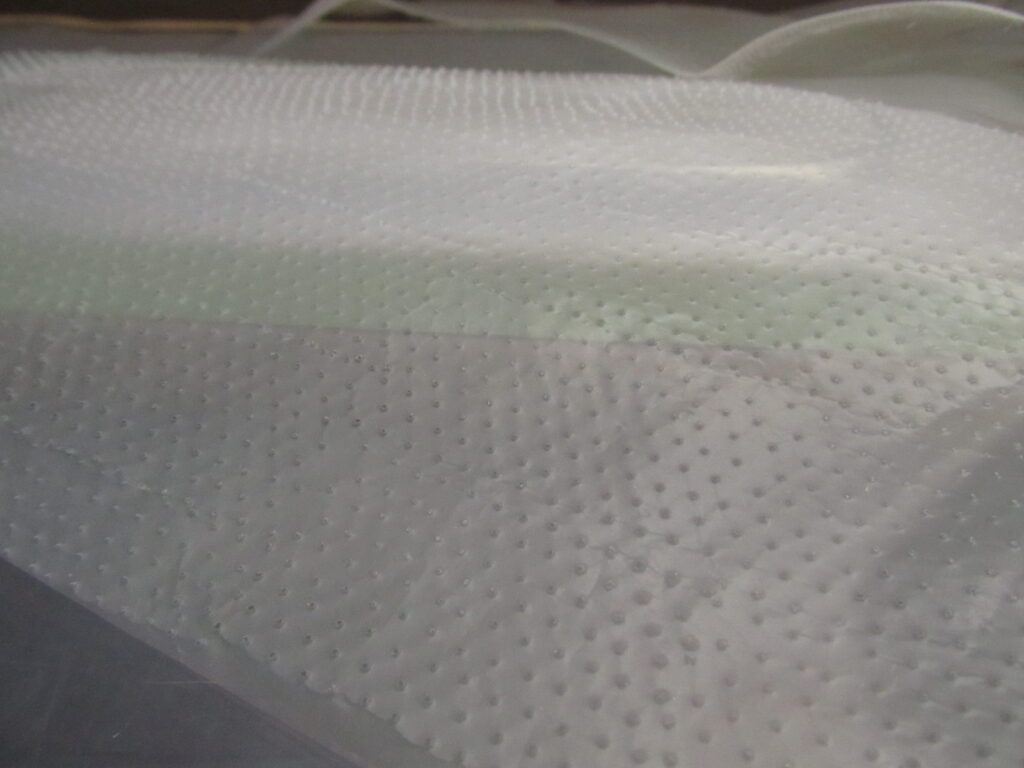
樹脂が通過できて、かつ樹脂が接着しないモノなら大丈夫だろうとこの案に至りました。
ちなみに、透明タイプのツルツルしたポリエチレンは使用しないほうがよいと思います。
透明タイプはポリエステル樹脂に若干侵されるようでフニャフニャしてきます。また離型時に剥がれにくいです。
②樹脂供給用ネット
樹脂供給用ネットとは、ピールプライの上に配置し、網の目の凸凹により樹脂が流れる隙間を作るためのモノです。
使用したのは、100均の防虫ネット(園芸用)。網目のサイズは1㎜メッシュ。

銀色のテープが編み込んでありますので使用時に抜きます。面倒ですが。
③スパイラルチューブ
真空パック内で樹脂を供給するホースのようなものです。
外部の透明チューブから樹脂を引き継ぎ、真空パック内の外周部に素早く流すための通り道を作ります。
使用したのは、電気コード用の呼び径6㎜のスパイラルチューブです。結構細めです。
Amazonでかなり安価で入手できます。使い捨てなので出来るだけ安いモノを。
Φ6㎜スパイラルチューブ

④ゴム栓
真空パック外部からの透明チューブを挿すためのモノ。
スパイラルチューブと透明チューブの接手の役目。有ったら便利なくらいで無くても大丈夫です。 ブチルゴムで代用可。
⑤真空パック用ポリ袋
極厚のポリエステル袋(厚さ0.08㎜)を使用。

⑥シール用ブチルゴム
真空パック用ポリエステル袋を閉じるためのシール材です。
ポリ袋は溶着で袋状になっていますが、この溶着部が真空に耐えらないことがありますので、溶着部分は使用しないでブチルゴムでシールします。
ホームセンターで幅10㎜長さ15mが300円程で入手できました。

⑦樹脂供給用チューブ
真空パックと樹脂の入ったカップや真空チャンバーをつなぐチューブです。
内径4㎜外径7㎜の透明チューブを使用。ホームセンターで一番安いチューブです。
肉厚でゴワゴワしたタイプがいいです。柔軟なタイプは真空でつぶれてしまいます。
⑧真空ポンプ&真空チャンバー
真空ポンプはAmazon購入価格7390円の安価なモノ。エアコン取り付け用に購入したものです。
真空チャンバーはΦ100の塩ビパイプ類で自作しました。

上面の透明なフタは厚さ6㎜ポリカーボネート板を円形に切り出したモノ。
フタのパッキン(白色)は型取り用シリコンを使った自作品。
【使用シリコン】
造形ラボ 耐熱万能型取りシリコン RTV-2 MSR8400 1kg 3,085円
余談ですが、このシリコン、弾力性がとても高く結構おススメです。
長さ5cmのモノを15cmくらいまで引っ張ってもちぎれません。
模型工作の型取りでよく使われるウェーブシリコンなどは消しゴムのような感触で強くひねると簡単にちぎれてしまいます。(型取り性能が劣るという意味ではありません。)
弾力が求められる用途にはこの造形ラボのシリコンはおススメです。
その他、「バルブ、ニップル、エアホース等」は一般的な空気・水用の配管パーツです。
これで必要な資機材がそろいました。
さっそくインフュージョン成型に挑戦してみましょう。
インフュージョン成型の流れ
1 カーボンクロスの配置
型にガラスクロス、カーボンクロスを貼り付けます。今回は簡単な形状なので押し付けただけです。(置いてあるだけ)
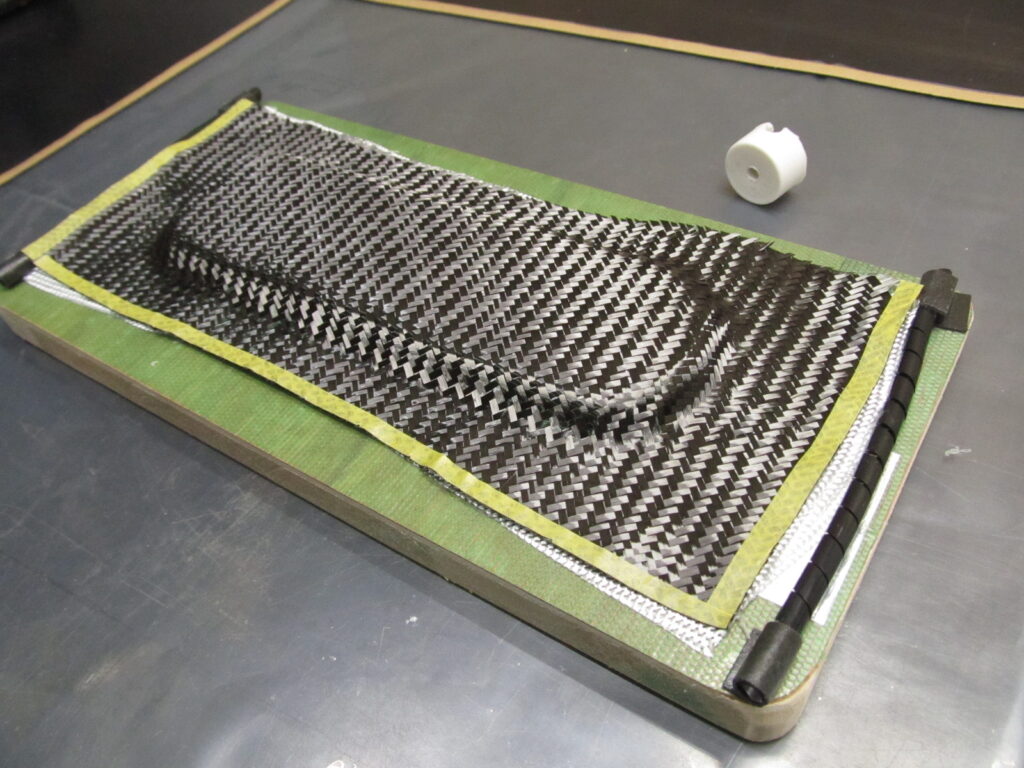
弱めのスプレー糊で固定していく場合もあるようです。
写真のように型の出隅・入隅のように繊維がきつく折れ曲がる箇所がある場合、繊維が斜め45°になるように配置すると型にフィットしやすいです。
2 ピールプライの配置
カーボンクロスの上にピールプライを配置。これも置いてあるだけです。
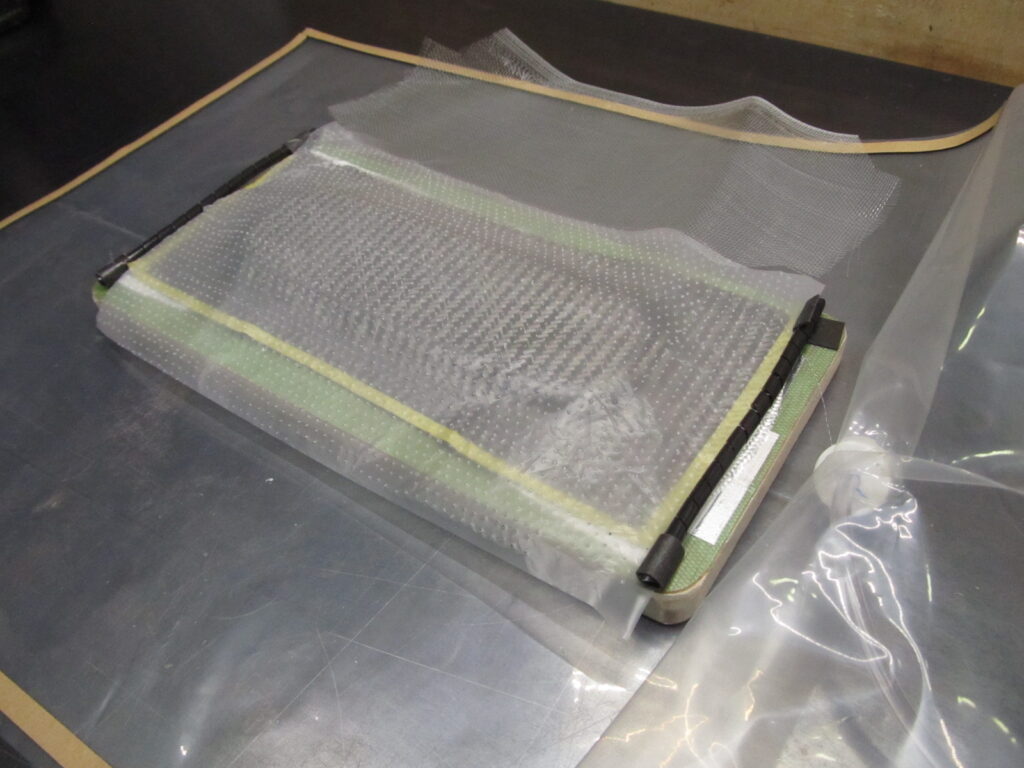
3 樹脂供給用ネットの配置
ピールプライの上に樹脂供給用ネットを配置。これも置いてあるだけです。
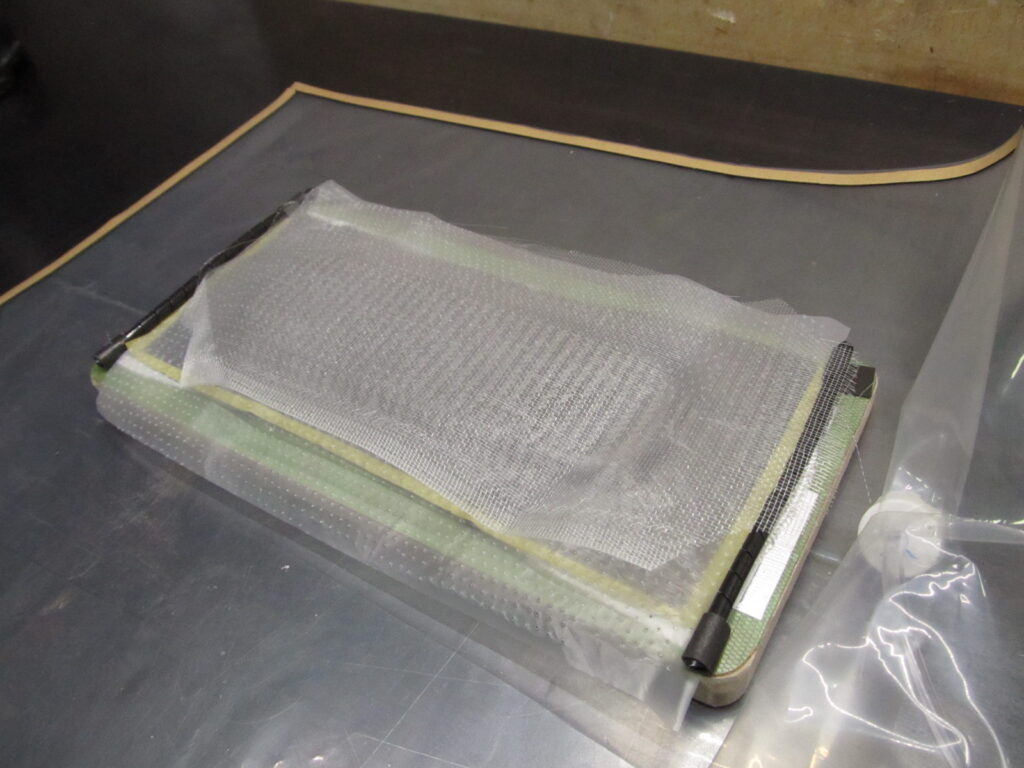
4 スパイラルチューブの配置
単に置いてあるだけでも大丈夫ですが、動くと作業しづらいので両面テープや養生用テープで固定します。
今回は初めての実験なのでネットより先に配置してしまいました。写真の黒い棒状のものです。(ネットに接していれば大丈夫のようです。)
5 ゴム栓を配置&真空パックへの穴あけ
真空パック用ポリ袋をかぶせゴム栓の位置に透明チューブ用の穴を開けます。真空パックにはシワが寄ってもいいので余裕をみた位置に穴を開けます。

穴あけ後、透明チューブを差し込みます。ポリ袋と透明チューブのシールは透明チューブにブチルゴムを3周ほど巻いて押し付けるだけでOKです。
が、今回の実験ではエアコン用の粘土を使っています。(これはやめた方がいいです。後処理が大変。)
6 真空パックの封印
ブチルゴムで真空パックの外周をシールします。 指で何度かプレスするだけで漏れません。

7 真空テスト
樹脂供給側の透明チューブをクランプ等で挟んで閉塞します。その後、真空ポンプを作動させ空気漏れを確認します。
真空到達後、真空ポンプを止めてバキュームゲージが戻らなければOKです。
8 樹脂含浸
硬化剤を混ぜたポリエステル樹脂のカップに透明チューブを突っ込みクランプを開放。
待ちに待った瞬間です! 動画をご覧ください!

樹脂が含浸していきカーボン色に染まっていきます。ちょっと工作技術が上がった気分です。(途中の写真撮れませんでした・・・)
9 硬化&離型
今回の実験は、積層用ポリエステル樹脂使用しており硬化時間4時間ほどです。(30℃の恒温ボックスで硬化)
硬化後、真空パックからカッターナイフでカットして取り出しです。真空パックは使い捨て。
ピールプライと樹脂含浸用ネットを剥がす瞬間がワクワクします。これをやってみたかったんだ~!

自作の「剣山穴あけポリ袋のピールプライ」の離型性は良好でした。剥がすのにあまり力は要りませんでした。
インフュージョン成型の結果
写真のとおりガラスクロスに樹脂が含浸していないところがあります。

「樹脂の粘土が高いのか」、「エポキシ樹脂でないと難しいのか」、「含浸速度が速すぎなのか」、など疑問がいろいろ出てきます。
何度か実験して経験を積むしかないのでしょう。
一応トリミングしてみると意外ときれい。カーボン側が外側なので繊維の凸凹がそのまま反映していますが、これがカッコいい。

無駄な樹脂を絞った感があり魅せるカーボンではなく軽量強靭を目指したカーボンって感じです。
持っただけでハンドレイアップより軽量なのが分かります。
変な表現ですが、手で持った瞬間「カブトムシなど甲虫類の殻のような乾いた硬質の物体!」というイメージがわきました。
インフュージョン成型には原型&雌型の作製、真空パック資機材といった手間がかかりますが、成型品の質の高さは魅力的。
手間がかかるので毎回というわけにはいきませんが、ここぞという時に使えるよう精進いたします!