
金属に穴あけするときに欠かせないのが切削油。
これまで適当にオイルスプレーや余ったエンジンオイルを使っていたのですが、フライス作業用の切削油をググっているとき、「ステンコロリン」なる切削用スプレーを知りました。

「ステンレスが豆腐になりました」という謳い文句をみていると、
「もしかしてエンジンオイルって切削油としてダメダメなんでは?」などと考え始めました。
というわけで「ステンコロリン」を購入し、これまで使ってきたオイルスプレーやエンジンオイルと比較してみることに。(一缶1800円!ちょっと高い)
せっかく記事にしておきながらなのですが、やはり動画方が手っ取り早くお伝え出来そうです。 4分の短い動画です。
切削油のテスト方法
テスト材料
鉄板4.5㎜厚とステンレスフラットバー8㎜厚。
材質は「酸洗い鋼板SS400相当」と表記されていました。
この鉄板、鉄ミガキフラットバーSS400や鉄角パイプとは材質が異なり、切削や穴あけをすると「ぼろぼろと表面がむしれ肌荒れする」タイプ。
切削油の性能比較にはもってこいかもしれません。
ステンレスフラットバーは、いただいた廃材のため材質不明です。
使用ドリル
ホームセンターで購入したスンレス用ドリルセットのΦ3㎜とΦ6.5㎜。
刃先は何度も「素人研ぎ」したもので、新品ではありません。

切削油
1 エーゼットのオイルスプレー
2 エンジンオイル
3 ひまわり油
4 ステンコロリン緑
の4種類。
鉄板でのテスト
切削油なしで穴あけすると切り屑はこんな感じ。

ぼろぼろとむしり取った感じですね。
切屑油を使うとこんな感じになりました。

azarashi工場長の感覚で順位をつけますと
1位 ひまわり油
2位 ステンコロリン緑
3位 エーゼットのオイルスプレー
4位 エンジンオイル
となります。
この鉄に対してはひまわり油がダントツでいい感じでした!これは驚きです。
勝手な思い込みで、機械用であるエンジンオイルやステンコロリンの方が当然いい結果だろうと思っていました。
確たる根拠はありませんが、この鉄に限ってはサラサラしたオイルの方が向いているようです。
オイルスプレーとひまわり油は同じくらいのサラサラ具合で、この二つの切り屑がいい感じにクルクルしていますね。
エンジンオイルとステンコリンはトロッとした感じです。
ステンレスでのテスト
ステンレスではどうでしょう。

順位を付けますと、鉄と同様・・・
1位 ひまわり油
2位 ステンコロリン緑
3位 エーゼットのオイルスプレー
4位 エンジンオイル
となります。
期待外れでひまわり油がいい成績です。
1本1800円もしたステンコロリンにダントツ一位になってほしかったんですが、誠に残念!
でも、ひまわり油とステンコロリンの性質は似ているようです。
この写真のように穴あけ後、刃先にキレイな切り屑が同じようにくっついていました。
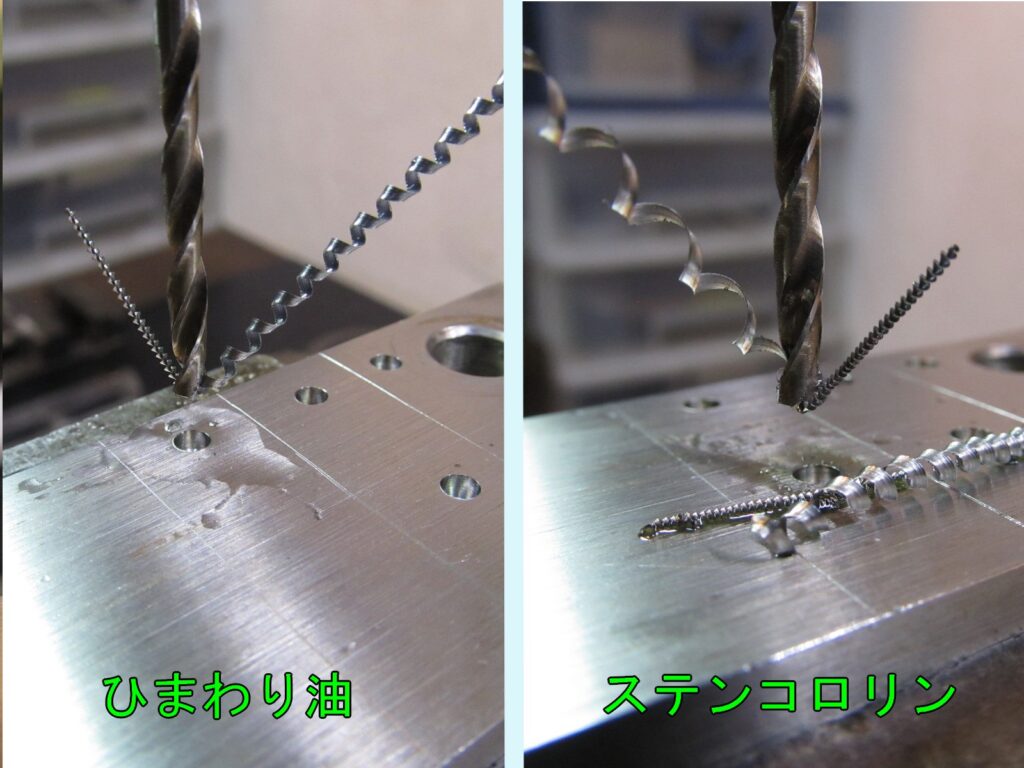
オイルスプレーとエンジンオイルは、このように真っ直ぐな長い切り屑は発生せず途切れ途切れになりました。(すいません穴あけ直後の写真はありません。)
また、切削後の様子はこんな感じです。(先の写真と切削油の位置が違いますね)
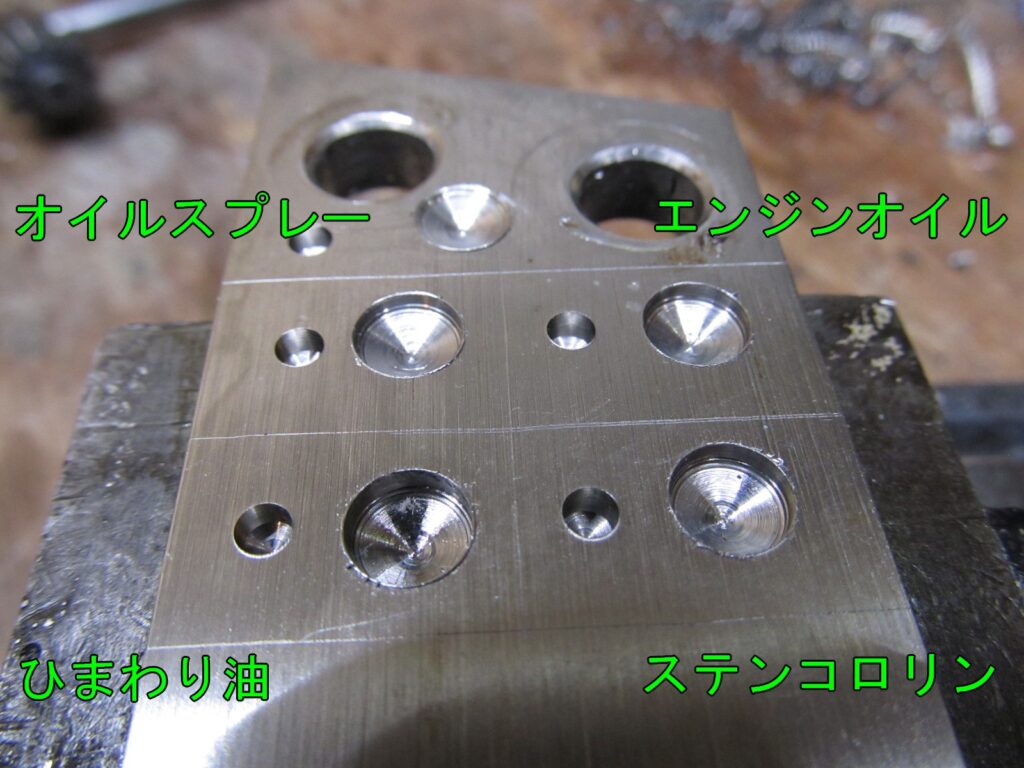
これらの穴は、同じくらいの穴あけ時間、同じくらいの押し付け力で開けた結果です。(あくまでも感覚ですが・・・)
サクサク削れる切削油ほど深い穴になっています。
ということはひまわり油がスイッと切り込んでいったということになりますね。
なんか悔しい。(せっかくステンコロリン買ったのに・・・)
結論
「ボール盤(ドリル)で鉄・ステンに穴あけ」の場合、高価な切削油は不要のようです。
ネットの質問箱で「おすすめの切削油はごま油」という回答を読んだことがあります。
植物油って機械加工でも以外と有用なんですね。 食べることしか考えていませんでした(笑)
ステンコロリン緑の成分を調べると「植物系合成油・植物油70~90%」とありました。 納得です。
フライス作業や旋盤作業には専用の切削油を使いますが、ボール盤での穴あけは「ひまわり油」でいこうと思います。