
FRP作業が発生しました。
FRP工作をする度に型作製のベストな方法は・・? といつも悩みます。
出来るだけ簡単に低価格で行きたいのですが、結局一般的な発泡ウレタンに行きついてしまいます。
2液型発泡ウレタンはちょっと高価
欲しい形を造形するには発泡ウレタンが楽なのですが、意外と高価なんですよね。
20倍発泡タイプ1Kgセット(2液型で500g×2缶)で3000円程です。
計算上20倍の体積に膨らむはずなのですが、そこまでは膨らまないようです。
今回は20倍タイプ1kgで13000㏄(13リットル)のオス型を作製する算段でした。
発泡ウレタン1kgは比重1.15くらいなので体積は860㏄となります。
ということは860㏄×20倍=17200㏄(17.2リットル)。
オス型は13000㏄なので足りるはず。
ですが全然足りませんでした。
写真の型枠の下半分を埋めて全部なくなりました。使い方が悪かったのでしょうか。
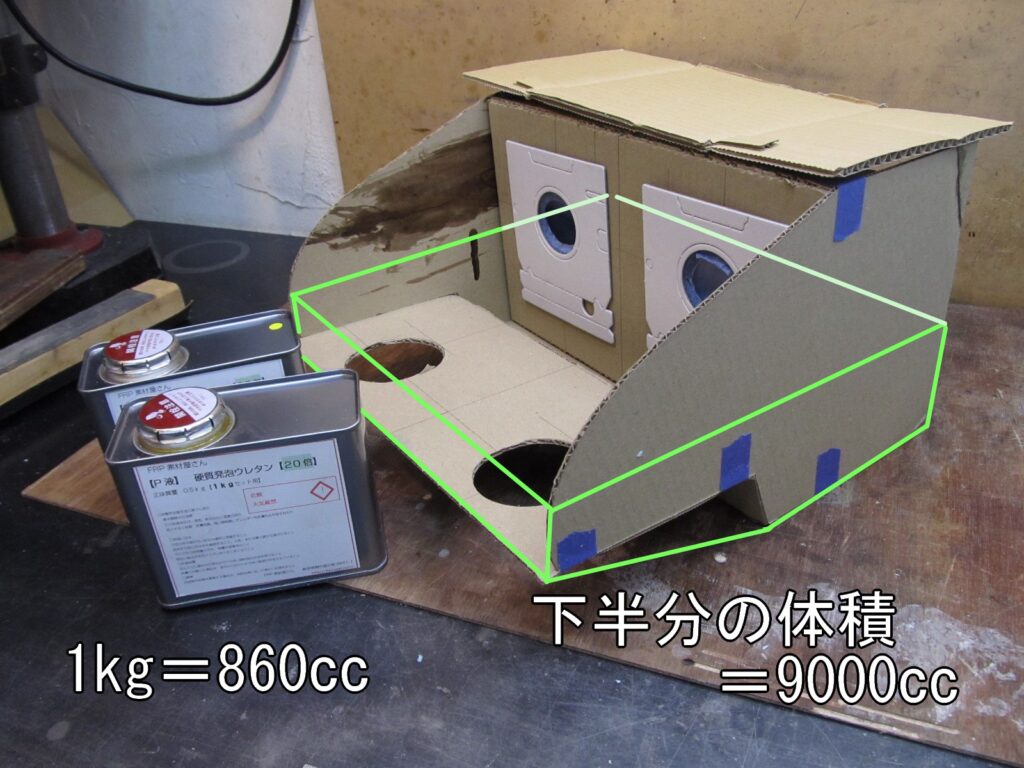
下半分の体積は6000㏄。下半分の容積より幾分はみ出して膨張してましたので多く見積もって1.5倍の9000㏄くらいが実際に膨らんだ体積です。
複数回に分けて膨らませたので、きっちり全量が20倍になっていないとは思いますが、9000㏄÷860㏄=約10倍です。 随分と少ないですね・・・。
作業小屋の気温は20度ほど。低温で発泡不良ということはないと思います。
購入して1週間以内の使用ですので長期保管による劣化とは思えません。
原因を追究しても前には進みませんので、「こういう製品だ」と学んだということで次に行きます!(これは後日廃棄しました)
ちゃんと型枠は作りましょう
「型枠省略」・・・これが足りなかった一因かと思います。
単なる横着で型の全周を囲う枠を作りませんでした。 少しずつ発泡させ積層すればなんとかなるだろうと・・・。
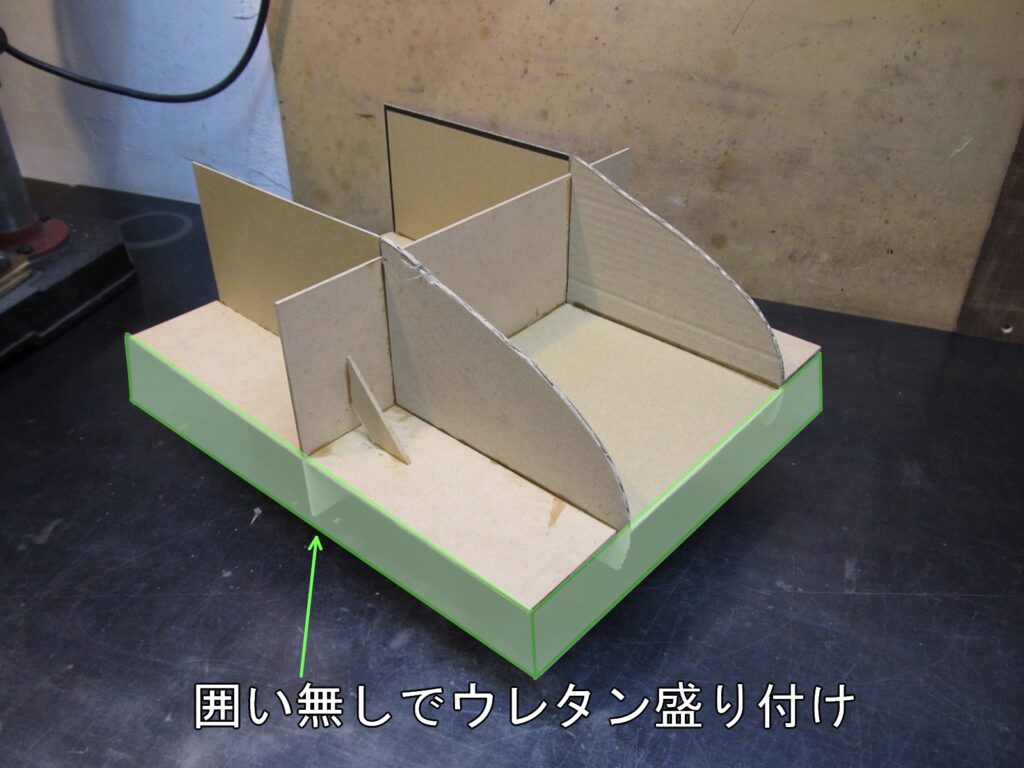
「適当に膨らませて後でか成形すればいいや」ではなく、はじめから目的の形状に近い型枠を作製するべきですね。
以後気を付けます!
今回は失敗ついでに気になっていたスプレー缶タイプの発泡ウレタンはオス型作製に使えるのか検証してみました。
スプレー缶タイプの発泡ウレタン
azarashi工場長の結論ではありますが、「使えません!」(私の用途には)
事前にyoutubeで発泡具合など確認していましたが、どうしても自分でどんなモノか見てみたかったんです。
左:吹き付け開始時の写真です。
噴射した段階から「これは均一に発泡するわけないな」の予感。
右:発泡後の様子です。
激しくボコボコで手で押すとブニュブニュしています。

取扱説明書には水分で反応するので事前に発泡箇所に霧吹きで水分を付けておくようにとの指示があります。
ということは、水滴や空気中の水分に触れない内部の硬化には時間がかかる事が想定されます。
半日経過後カットしてみるとやはり内部が半熟タマゴ状態です! わおー。

しかも発泡具合が不均一!これでは型成型のためにサンディングしたら穴だらけにになりますね。
というわけでスプレー型発泡ウレタンはオス型作製には不向きです。
多少発泡が不均一でも「パテ埋め成型」→「FRP積層」→「そのまま完成品」という使い方ならOKかもしれません。
車のバンパー修理やエアロの成型での使い方ですね。
2液型発泡ウレタンが最善策かも
今回の工作はオス型の作製。この段階でパテ盛り→サンディングという手間は回避したいんです。
ほぼ目的の形状をウレタンで作製→FRP積層→表面研磨→オス型完成!とするのがいつものやり方。
パテ作業は入りません。
不陸があってもFRP積層の段階で修正できる程度までに抑えたいので、きれいに発泡してくれる2液型のウレタンしか選択枝はなさそうです。