
前回のスライド機構が使えることが分かりましたので次の作業に進みます!今回はチップソー駆動部分の作製です。
以前の記事「ブラシレスモーターの駆動テスト」に掲載したブラシレスモーターを使って直径305㎜のチップソーを回転させる装置を作ります。
装置といっても単純にベルトで減速して回すだけですが・・・。
まずは設計
こんなイメージです。
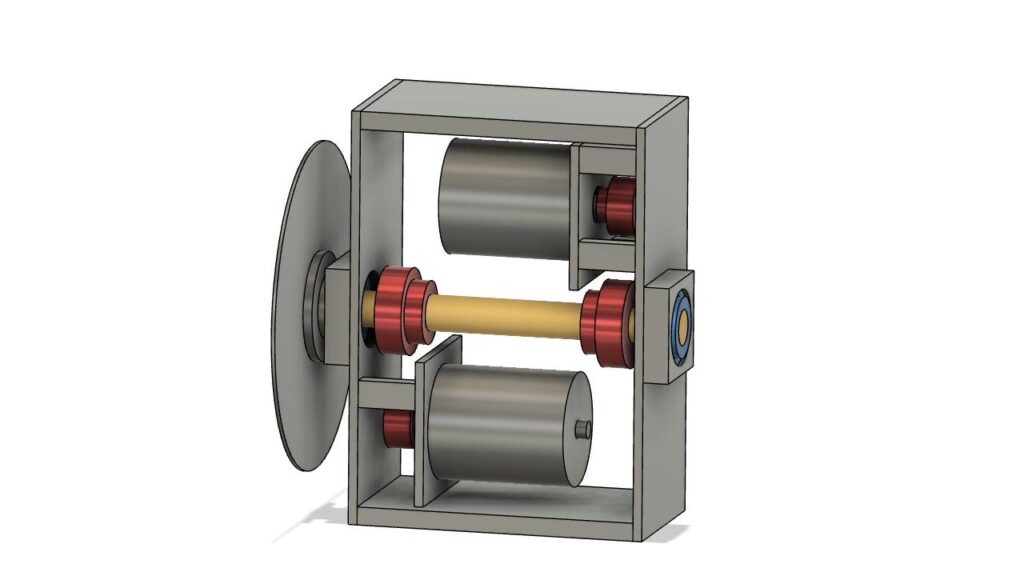
2モーターで1軸を駆動します。トルクが欲しいので。
簡略化した絵でタイミングプーリーもきちっと描いておりません。赤いディスク状のモノがタイミングプーリーで、ベルトは省略。
Fusion360(CAD)は各パーツの組み合わせに干渉がないかの確認、パーツのサイズ決定に使っています。
ベルトが干渉するとか、プーリー間の距離が合わなかった、といった事態は避けいたいですものね。
アルミ材の厚さ、サイズが大きくなると意外とお値段がしますので一発できめたいところ。
簡易なお絵描きですがCADで事前に確認しアルミ材をカットすればやり直しほとんどはありません。
工作でパソコンを使うのはあまり好きではないのですが、そこはガマンして机に向かいます。(笑)
主な駆動パーツ
切り出したアルミ材とモーターと駆動部品たちです。

タイミングプーリーはXLタイプ、歯幅10㎜で、モーター側が20歯、被駆動側が30歯です。
適合するタイミングベルトはXL型037となります。 規格などの詳しいことは三ツ星ベルトのサイトでお勉強。 (三ツ星ベルト様ありがとうございます。)
XL型=ピッチ5.08㎜
037=ベルト幅0.37インチ=9.398㎜なので歯幅10㎜のプーリーでOKです。
20歯モーター側プーリーは軸にピッタリの内径10㎜がありましたが、30歯被駆動側は内径が19㎜のモノしか見つかりませんでした。 主軸は20㎜なので旋盤で広げてあげます。
主軸の作製
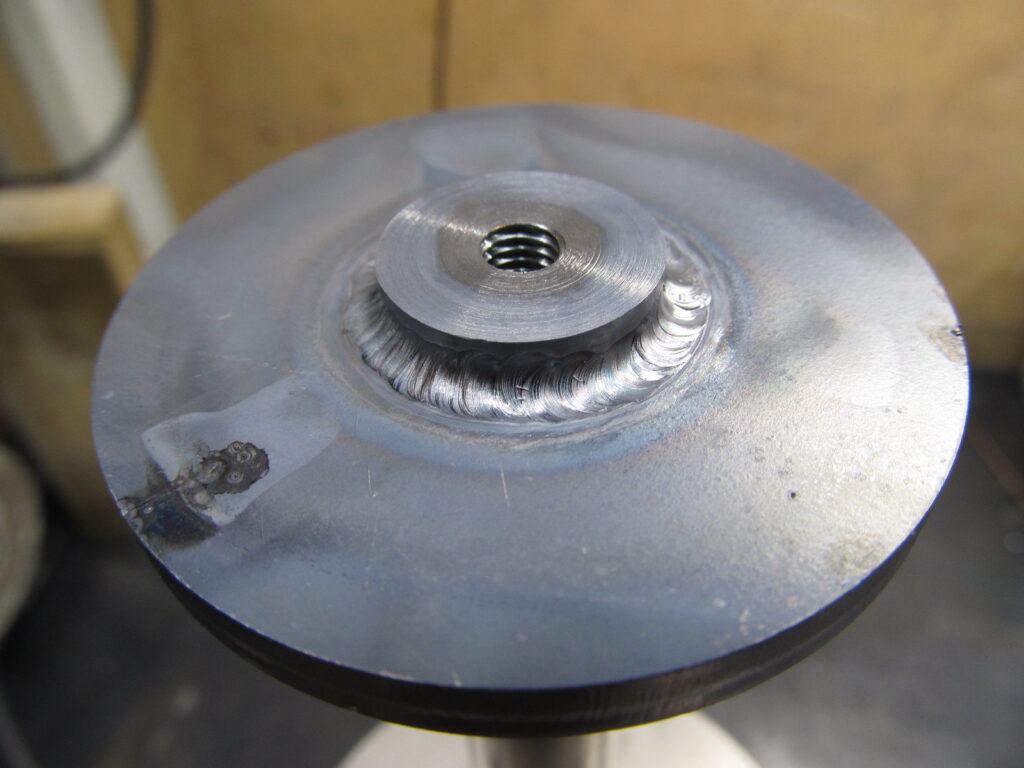
今回の作業で一番の難関はチップソーを固定するディスク状のバーツ。
ドーナツ状の鉄板を主軸に溶接します。 ↓ ↓ 溶接後の図です。
初めにスポットで1点ずつ溶接し、軸に対してディスクが直角になるように何度も確認。
スポットで4点固定するだけで30分くらいかかってしまいました。 ほとんど確認&調整時間です。
スポット溶接で仮止め完了後、本溶接に入ります。

まずプーリー側を溶接しました。 こちら側は溶接が盛り上がっても問題ないのでしっかり盛ります。
そして反対のチップソーがハマる側は溶接部分が出っ張るわけにいきませんので「なめ付け」します。

溶棒を使わず材料同志のみを溶かしているので少し凹んでいます。
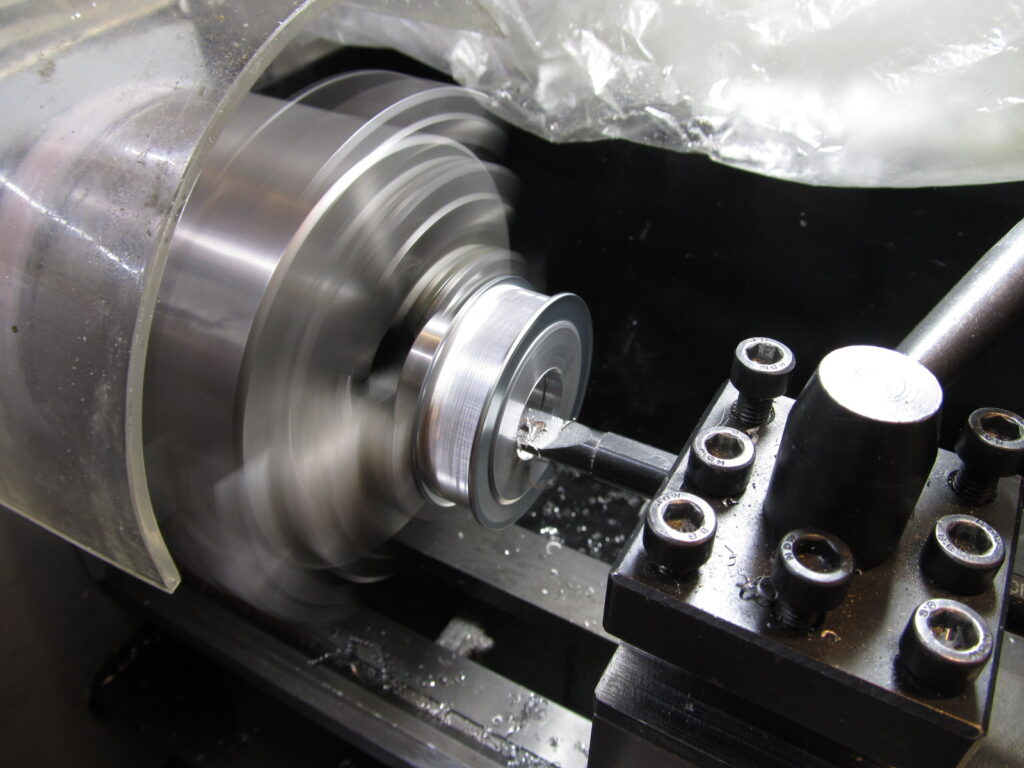
回転面のブレをなくす
いくらガンバっても完全な直角は出せませんでした。 軸を回転させるとどうしてもわずかにブレが発生しますので最後は旋盤で調整! ごまかします。
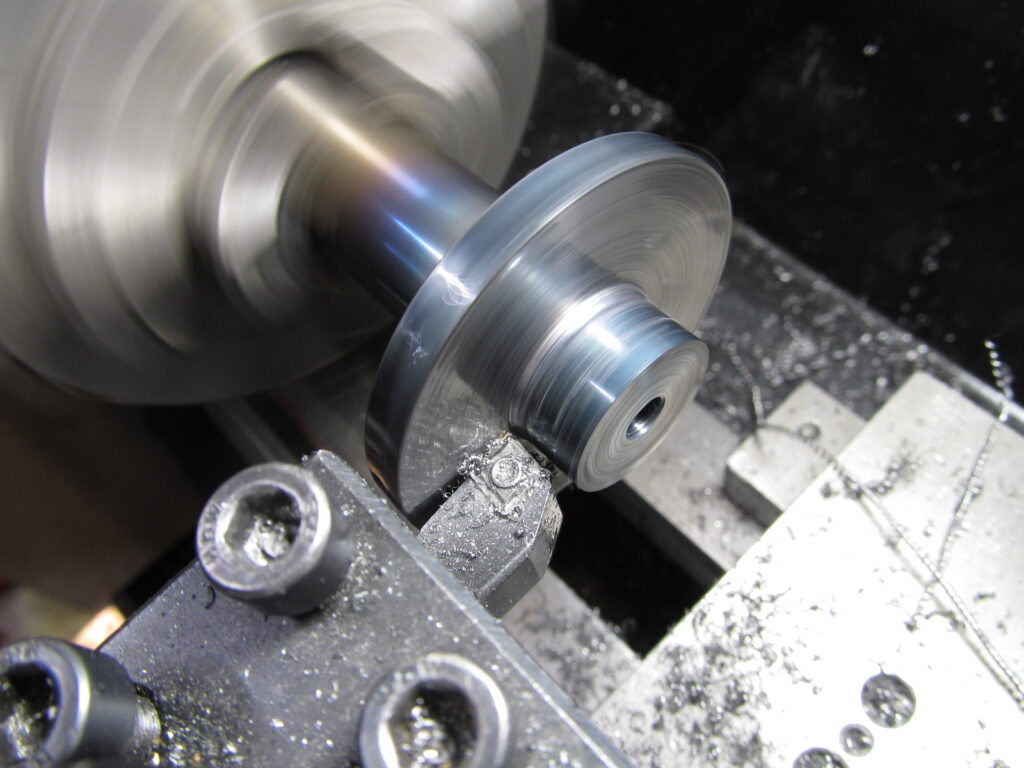
これで完全な回転面になります。 回転させ指を触れても振動は感じません。うん、パーフェクト!

主軸はΦ20㎜。内径25㎜のチップソーを使うのでΦ20⇒Φ25のスペーサーを使用します。
センターのネジ穴はΦ6㎜で溶接前にタップ立てしてあります。
溶接熱で焼き入れされタップ立てが厳しくなるかもしれないので・・・。後から加工でも平気なのかもしれませんが念のため。
主軸の軸受け
ベアリングはテーバーベアリングを使用。

左右を向かい合わせてわずかに与圧しています。これで軸線方向のブレは0になります。
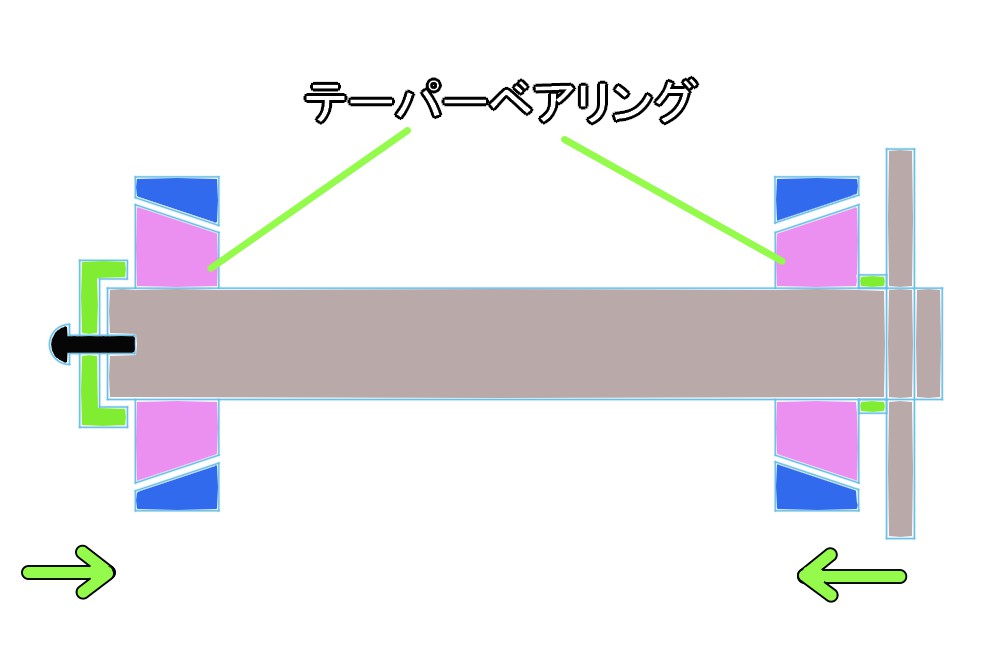
色遣いにセンスがありませんがご勘弁を・・・。
グリーンのパーツを黒いネジで締め付けることで、青いベアリング受けに圧がかかります。
あまり強くネジを締めると軸の回転が渋くなりますのでほどほどに。
ベアリングをアルミフレームに仮止めし軸のとおりを確認します。 矢印方向にスムースに抜き差しできる位置を探します。

調整用にベアリングブロックの固定ネジの穴(4隅)はちょとユルユルサイズにしています。 問題なければブラシレスモーター、プーリー、ベルトを取付けます。
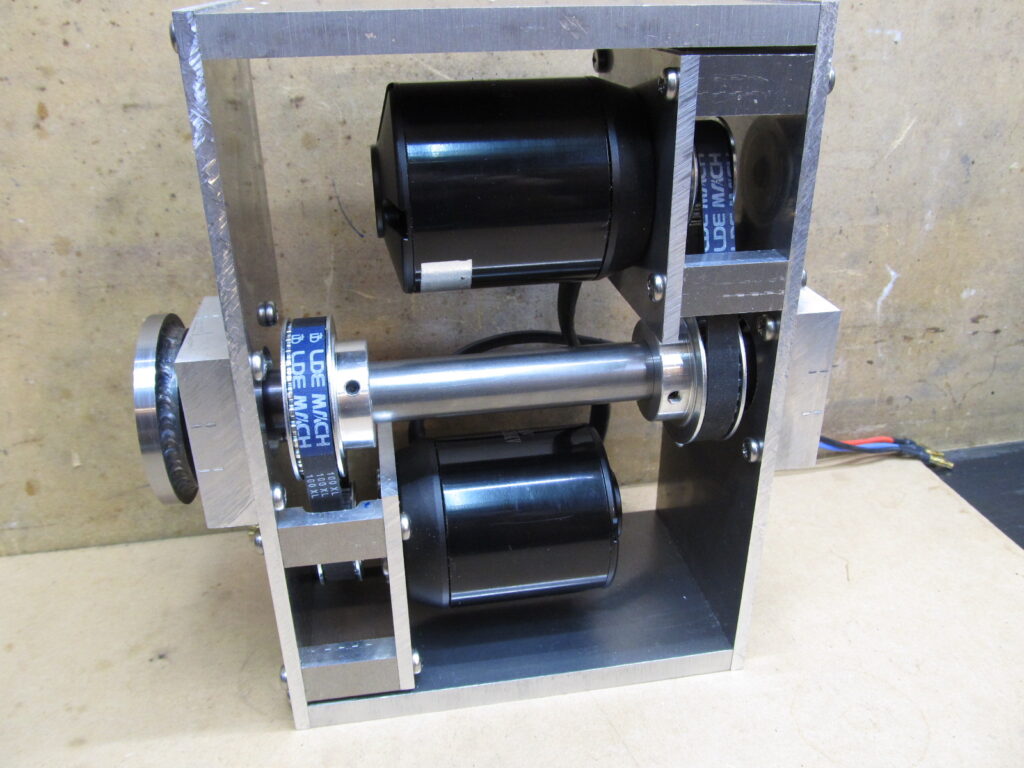
これでチップソー駆動部分の完成です!
ブラシレスモーターダブルがけでちゃんと駆動してくれるのでしょうか。 どちらかのモーターに負荷がかかったりしないかな?