
今回は切削用クーラント循環装置の作製です。
目次
ステンレスパンの防水
まず、前回穴あけしたステンレスパンをフライステーブルに接着するところから始めます。
接着といいましても接着剤で強度をもたせるのではなく接着剤をシール材代わりにすることが目的です。
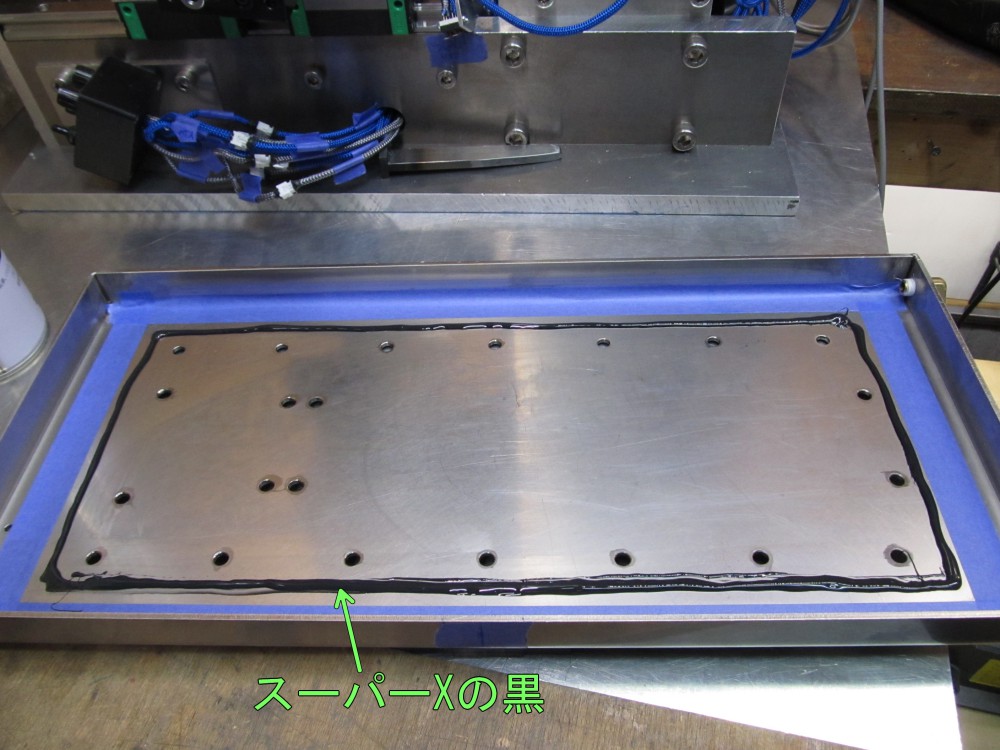
外周のみ接着剤を塗布して・・・・元に戻します。
これでステンレスパンにじゃんじゃんクーラント(切削油)を流しても大丈夫。
クーラント循環の流れ
完成するとクーラントはこのように循環します。
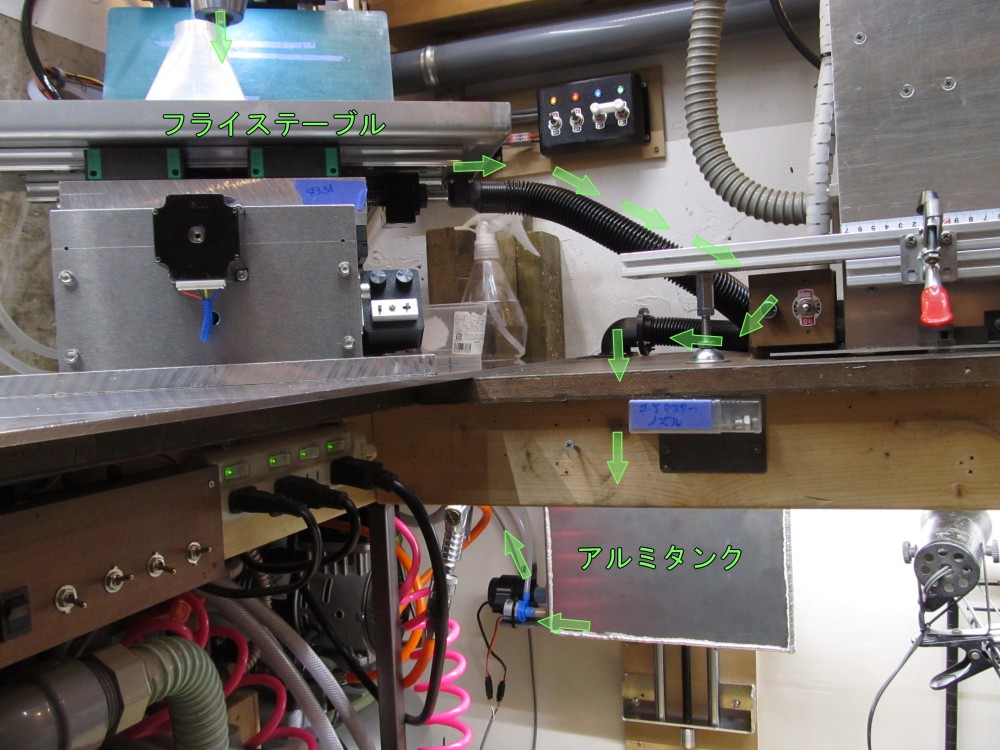
ステンレスパンからジャバラのホースを通り、作業台下のアルミタンクに流れていきます。
アルミタンク内で切削屑をろ過し、タンク横のポンプでフライス盤にも供給されます。
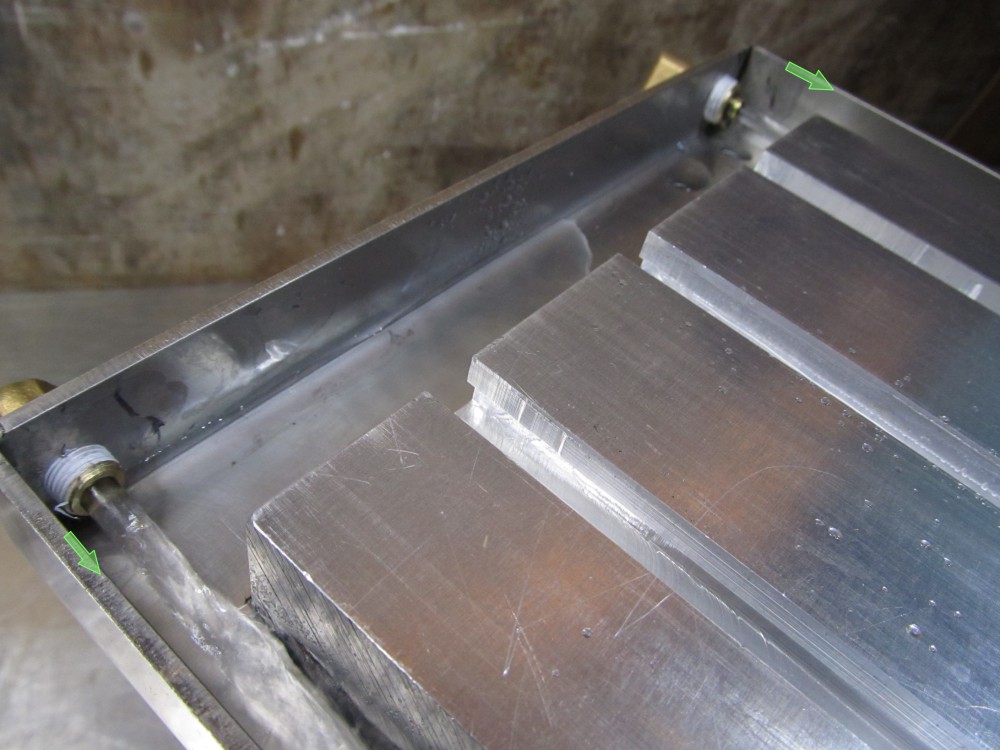
フライステーブル上はこのように流れます。(ただいま、テスト用の水道水が流れております。)
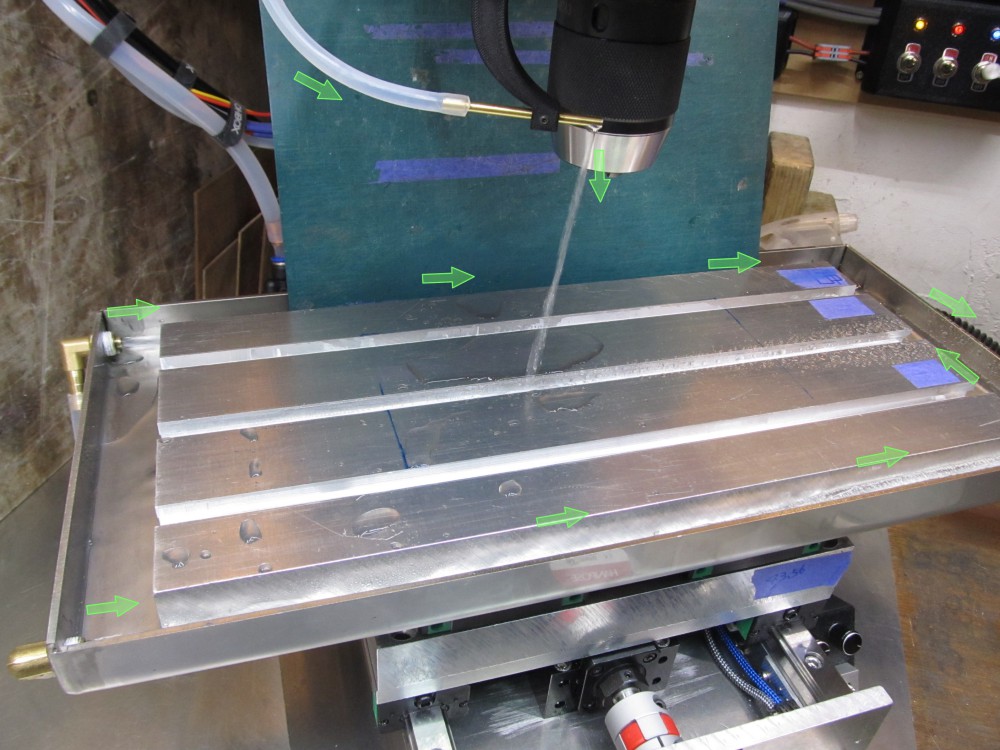
テーブル右奥に排水口が開いておりそこからジャバラホースへ流れていきます。
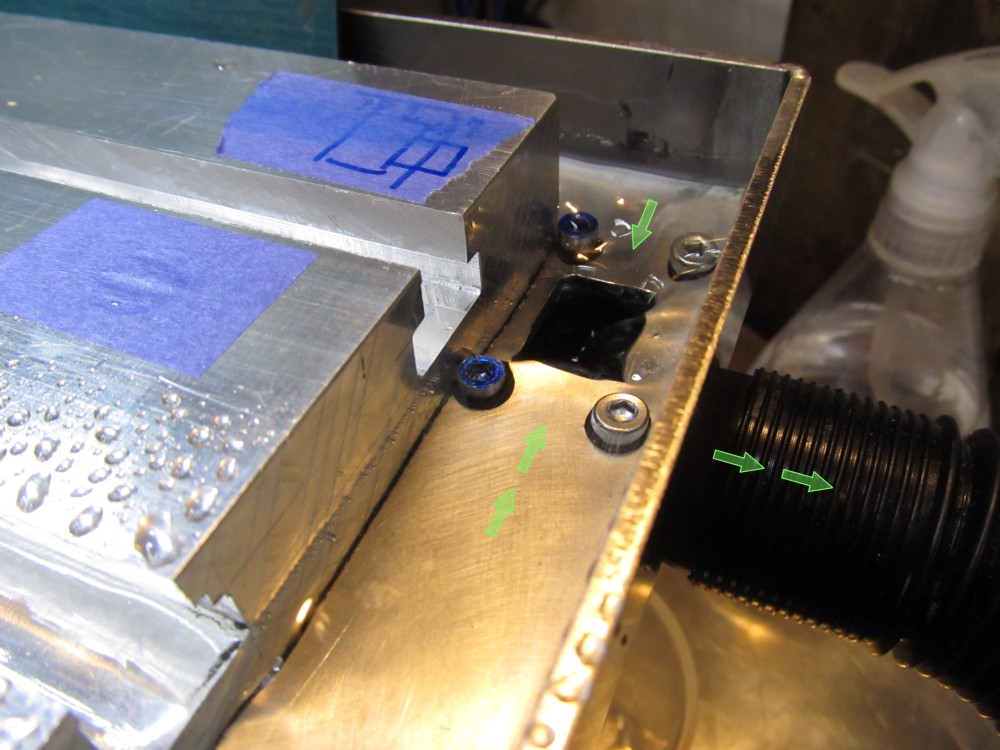
多量の切削屑が排水口をふさぐことが無いよう出来るだけ大きな口にしておりますが、実際どうなるんでしょう。 うまく流れるかな?
そして、現行のフライス盤で学んだ「エンドミルに吹き付けているクーラント量では流量が足りず切削屑を流せない」を生かしまして「切削屑洗い流し用クーラントノズル」を増設しています。
洗い流し用ポンプは大き目のポンプを使用。
エンドミル吹き付け用のポンプの流量は「240リットル/h」、洗い流し用ポンプの流量は「800リットル/h」となっています。
今回作製したモノ
循環装置自体は単純なモノではありますが、思った以上に時間がかかりました。 なんせ水が循環するので漏れないよう工夫するのが大変なんです。
何度か継手パーツを作り直しました。
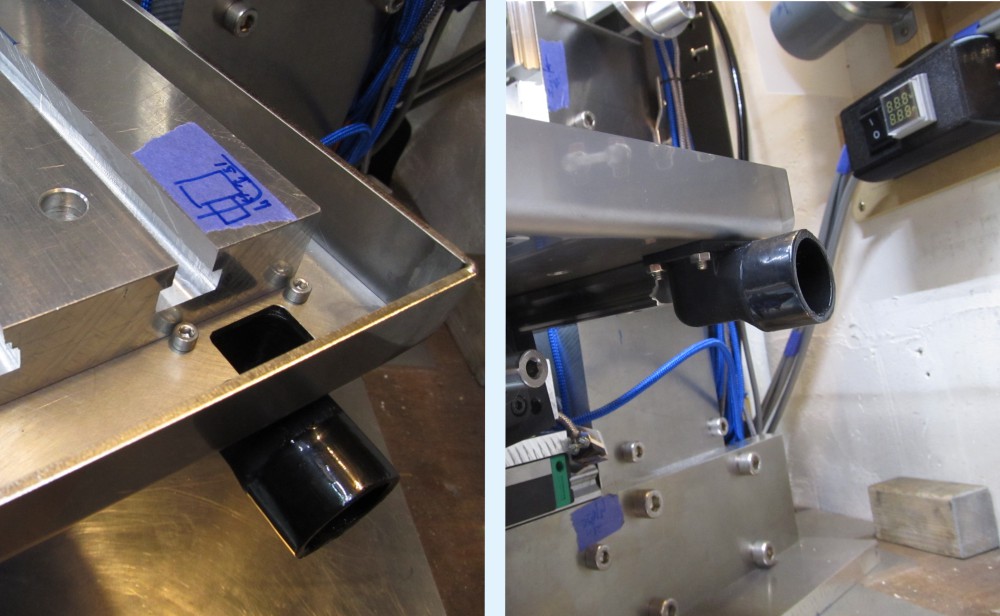
排水エルボ
まずステンレスパンからの出口、排水エルボのような部品です。

巻いてある養生テープは気にしないでください。
テープより外側にジャバホースがささるのですが、3Dプリンタ―の積層痕があり凸凹していますので水漏れ必至です。
この凸凹をヤスリで均し、UVレジンでツルツルにしてから実装します。
ここに差し込むホースは何度も脱着することになるかと思われますので、接着剤などでシールするわけにはいきません。 出来るだけ真円に、表面はツルツルにしてパーツの密着のみで水密を保ちます。
まあ、自然流下しているだけなのでさほど圧はかかりませんので大丈夫でしょう。
作業台側のエルボ
こちらはジャバラホースから作業台下のアルミタンクへ流れ込むところです。

水道管のフランジみたいな形をしてます。
こちらはジャバラホースの切り口(凸凹している)を固定するため、どうしても自作の継手が必要になりこのような形状に至りました。
このエルボは作業台に対してクルクル首を振ります。 フライステーブルのスライドに合わせてジャバラホースが動くためです。
クルクルと首を振らなくてもジャバラの柔軟性でなんとかなるのですが「出来るだけ継手部分に負担をかけたくない」という思いからちょっと手間をかけました。
このように複数のパーツから成り立っています。

3Dプリンターで作成するとほぼ無加工でパチパチと部品がハマりスムースに可動しますので大変助かります。 円筒部分もほぼ真円になっているのでガタも少なくスムースに回転します。
(CAD上の内側パーツと外側パースのサイズ差は0.2㎜程にしています。)
これでフライステーブルから作業台下への循環路が出来ましたので、クーラントタンクをアルミで作っていきます。
アルミ製クーラントタンク
このサイズなら3Dプリンタ―で印刷できますが、積層している3Dプリンタ―製品は強度と水密が心配。 強度的に安心できるアルミ製にします。
樹脂製品は耐薬品性、耐油性、そして経年劣化に不安があります。
「相性の悪い油類などに接触し強度低下が発生するのではないか」「重量のあるクーラントを満タンに入れて固定部分(ネジ止め)が強度を保てるのか」と想像してしまいました。
以前、多めに購入したアルミ材3㎜厚がまだ畳1畳弱くらい余っていますので、どんどん使っていきましょう。
アルミ箱の溶接方法
といいましても適当な私流の溶接です。
① クランプとテープで箱にします。

② 四隅を溶接します。 位置決めのためです。
すべての頂点を溶接後、クランプ、テープを外します。
③ 辺部分の溶接開始まえにアルミを温めます。
温度は分かりません。 触れると「熱っ」と条件反射してしまう程度まで。(100℃でお300℃でも条件反射で手を引っ込めますよね。全然参考になりませんね。)
おそらく熱い湯飲み程度にしか加熱しておりません。

この程度の加熱でも溶接部の溶け込み始めがだいぶ違います。 アルミは熱伝導性がいいためアークを飛ばしてもどんどん熱が逃げていきなかなか溶融プールが出来ません。
今回のサイズ(3mm厚アルミ板)ですと、冷えた状態での溶接初めは100Aほどで始めています。
全体が暖まってくると80A~75Aで溶接してます。
④ 辺をパルス入りで溶接
頂点部分の初期溶接はパルスなしで過熱しないとくっつきません。
が、辺分の溶接は箱の暖まり具合に応じて90A~75Aと下げながらパルス入りで溶接。
パルスは1Hz。ピーク電流は90A~75Aでベース電流は35Aで溶接しました。
※箱状に密閉されてしまう場合は、必ずエア抜きの穴(3㎜程度)を支障のない場所開けておきます。
はい、完成です。

サイズは内寸で105㎜×285㎜×195㎜です。(5835㏄) 実際に入れる水量は5000ccまでと想定。
ポンプの取り付け
ポンプはこのようにタンクに固定しています。 左の大きなポンプが流量「800リットル/h」の「切り屑洗い流し用」、右の小さいポンプが流量240リットル/h」の「エンドミル吹き付け用」です。
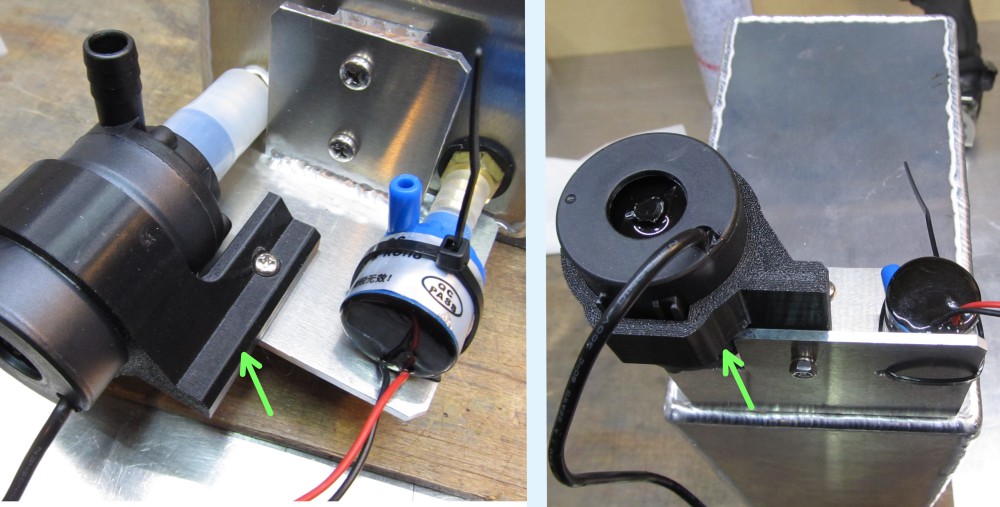
タンクからの取り出しは真鍮ニップルを短くして使っています。
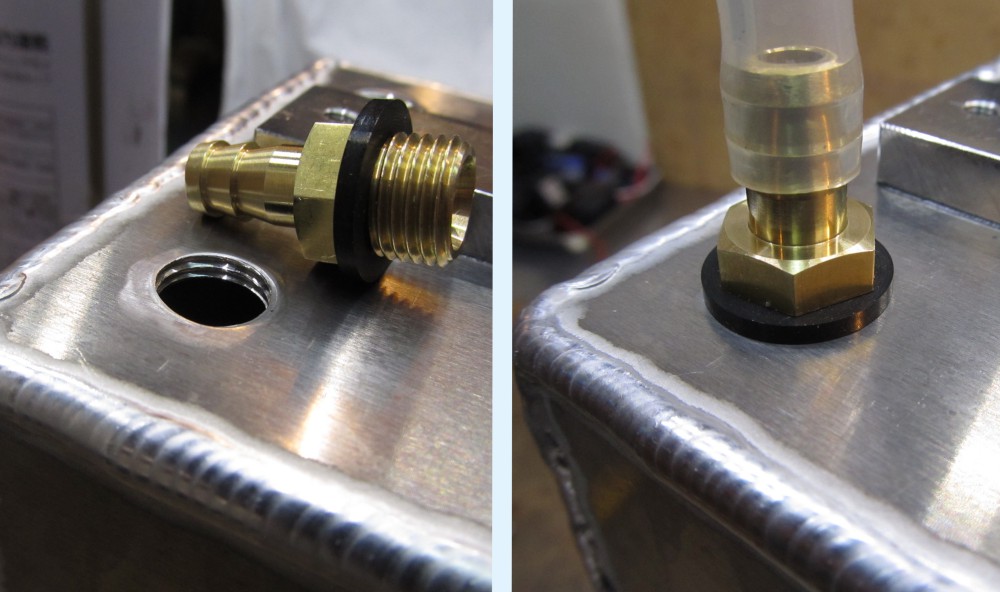
写真のゴムパッキンの使い方は不適切でしたね。 このように回転するナットが直接当たるとゴムが変形して漏水してしまいます。(しないこともありますが・・)
結局、水道用シールテープを巻いて水密を保つことにしました。
ドレンガイド
アルミタンクは壁面に上下にスライドできるようにして固定。
作業台に固定したエルボからドレンガイドに沿ってクーラントが流れてきます。
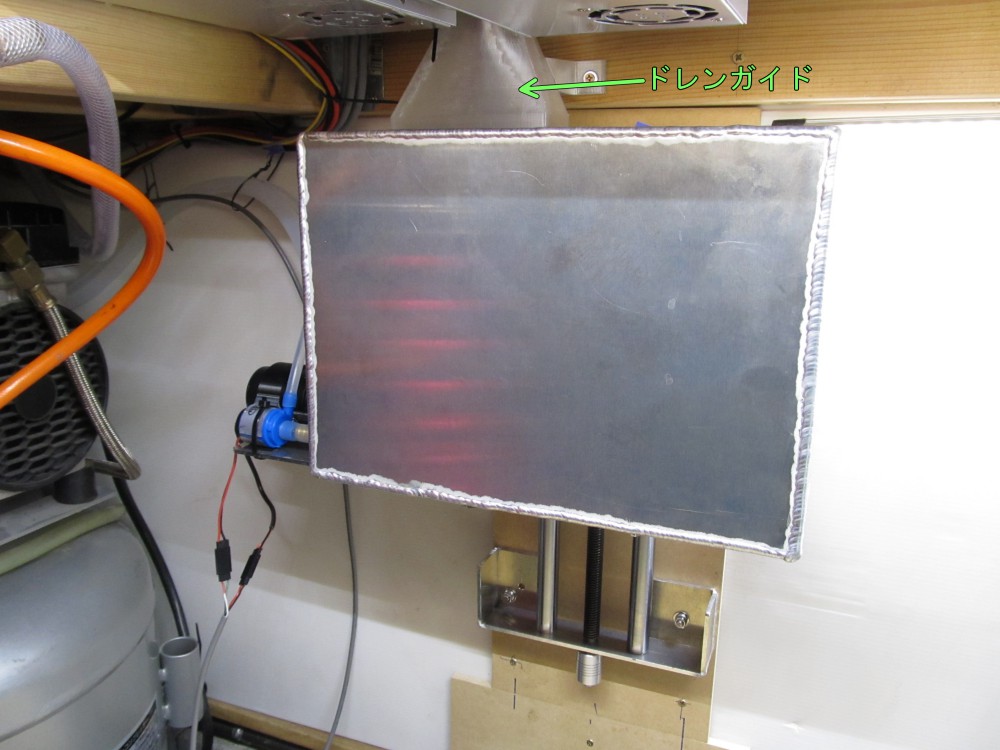
アルミタンク上下機構の厚み分、作業台に開けた穴の位置がアルミタンク開口部が手前になってしまい、ガイドがないとタンク開口部の外にクーラントが漏れることが発覚。
行き当たりばったりの工作ですね。(笑)
余計な工作が増えてしまいましたが、仕方がありません。 オフセットしたダクトのようなパーツを印刷しました。
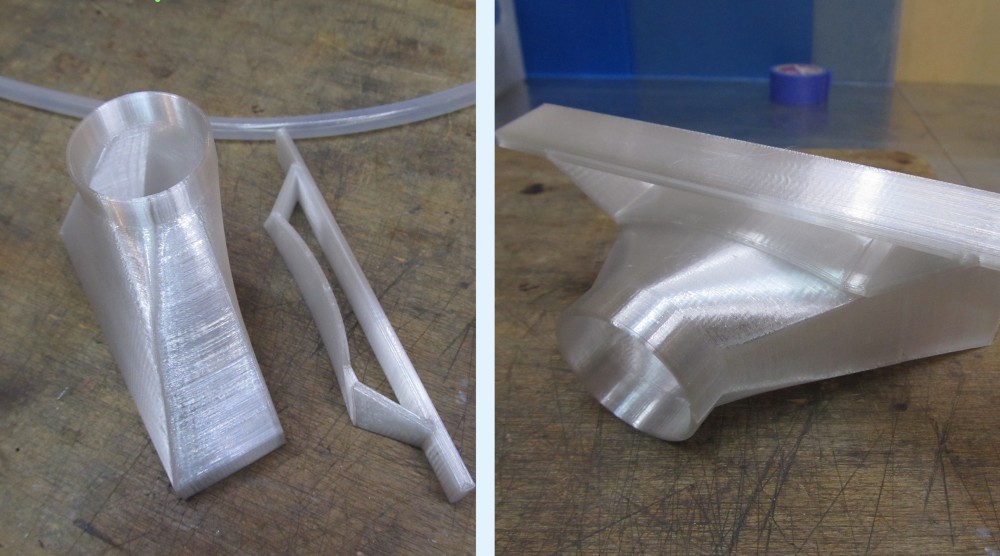
こちらは透明PETGで印刷しています。 シルクっぽくて美しい。
これでタンクに確実にクーラントが流れ込みます。
切削屑フィルター
クーラントがタンク内に入る前に切削屑と分離出来れば理想なのですが、あまり装置に凝ってしまうと時間が足りません。
今回は簡易にタンク内に台所の三角コーナー用不織布設置することに。
3Dプリンタ―で印刷した籠に三角コーナー用不織布を付けてこんな感じで交換します。
① アルミタンクを下げドレンガイドとの空間を作ります。

アルミタンクの上下運動は古い中華製フライス盤から取り出したリニアスライド&ボールねじを使っています。
② 籠を出し入れします。
写真はフィルター無し状態です。

籠の脱着時にタンク下にお盆でも置いておけば問題ないでしょう。
以上で、クーラント循環装置が完成です。
水漏れなく循環することを確認
水道水ですが、15分ほど循環させ続け漏水がない事を確認できました。
テスト中は作業小屋で水がちょろちょろと流れれる音が響きます。まるで小さなせせらぎがあるようで不思議な感じ。癒しの空間・・・(笑)
実際のCNC作業は1時間以上はよくあることですし切削屑が混入するとどうなるかは分かりませんが、どんな動きになるのか楽しみです!