
フライス盤を使うなら、合わせて精密バイスをご用意されることをおススメします!
精度よく削るというフライス盤の真価を発揮するには精密バイスは欠かせません。
工作を始め、卓上ボール盤などを購入するようになり作業小屋にはいくつものバイスが転がっておりますが、どのバイスも可動口金にガタがあり材料を水平に固定するのに苦労してました。
そこで、気になっていた精密バイスなるものをヤフオクで購入し、簡単なアルミパ―ツの切削に使ってみました。
こんなバイスです。
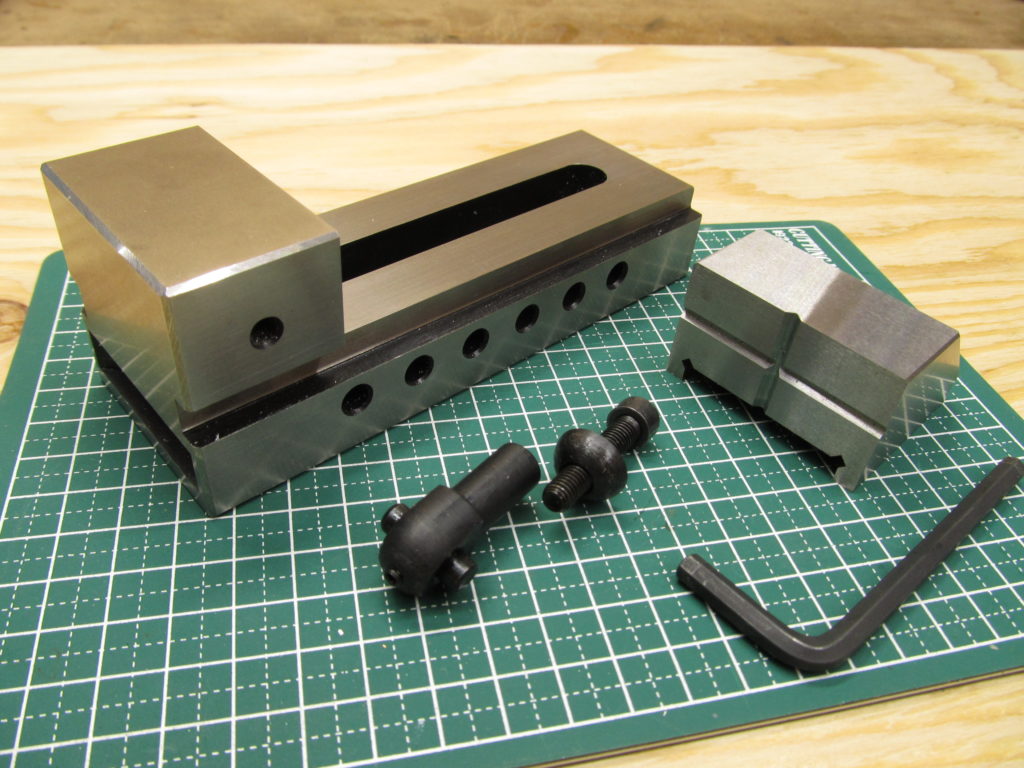
ネットでよく見るのは写真のようなタイプです。
メーカーHPなどを覗いてみるとプロの世界では用途に合わせた種々のバイスがありますが、個人の趣味レベルで購入されるのは主にこのタイプです。
浮き上がり防止バイスと表現されることもあります。
ボール盤付属のバイスのように材料を締め付けても可動口金が開くことがありません。
締め付けは、斜め45度のボルトをレンチで締め上げて行います。
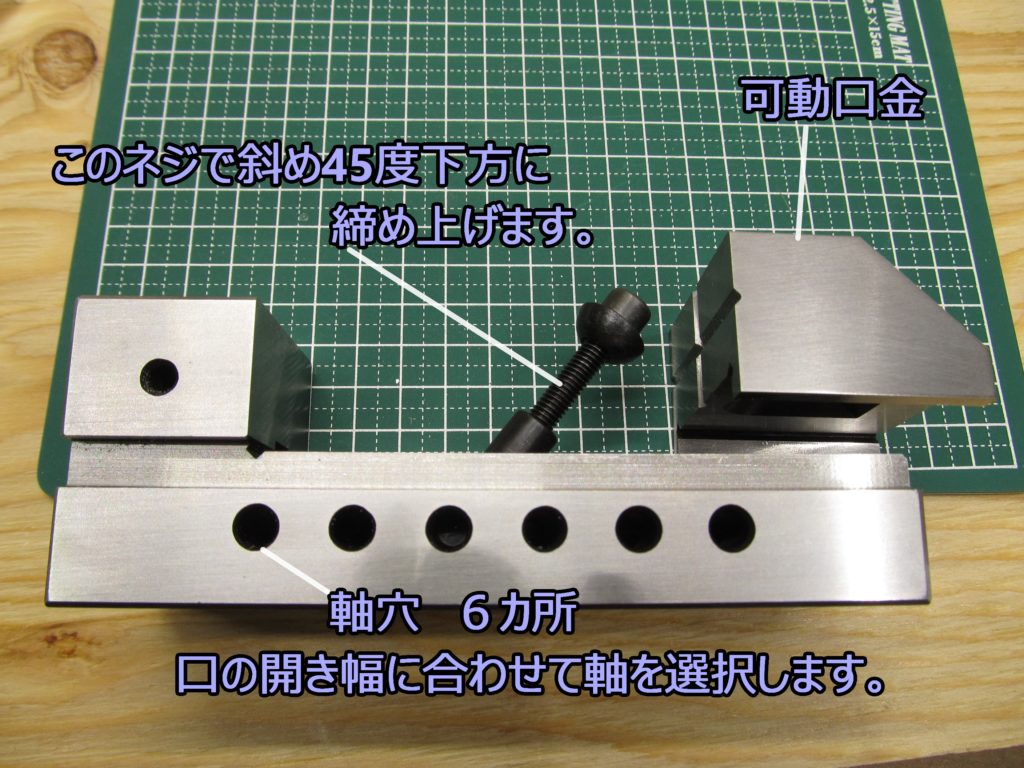
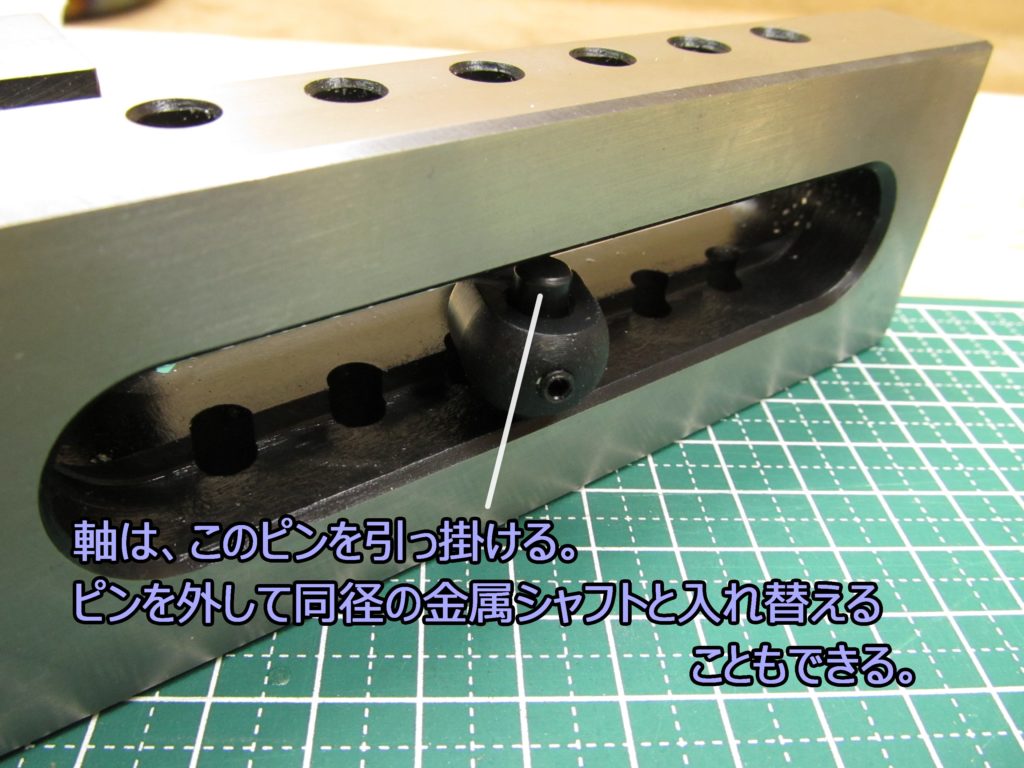
精密バイス底部にはボルト固定用の軸(ピンを引っ掛けるところ)が6カ所あり、口幅に合わせて選びます。
締め付けても口金が浮き上がらず材料を水平に固定できるところが精密バイス、なのかと思っていましたがちょっと違うようです。(斜めにならないことも大事ですが・・・)
バイスの底面、両側面、上面が正確に直角、平行が出ているところが精密バイスたるゆえんのようです。
そのため、バイスの面を基準に平行、直角に材料を固定すれば正確に切削できます。
アルミパーツの切削
では精密バイスを使って切削したアルミパーツをご覧ください。

これは溶接用お面のヘッドバンドと面部分をつなぐネジです。
自動遮光の溶接面の中で一番安いモノだったと思います。安かろう悪かろうなのか、材質上仕方がないことなのか分かりません。ネジを締め上げても面がだんだん下がってきます。

溶接中、作業を一時中止してタングステンを研磨するなど面を上げてほかのことをしていると・・・スーッと面が下がって溶接モードになってしまいます。イラっとすること度々。
下がるたびに、何度も、増し締めしていたら、ネジのフランジ部分が壊れてしまったので、Φ25㎜アルミ丸棒から同じ部品を作ってみました。
今回作成したパーツは、(2つ前の写真のとおり)円柱が途中から四角柱になっています。
4軸フライスがあればA軸を90度ずつ回転さ切削すれば簡単に完成してしまうのですが、うちの作業小屋のCNCフライスは3軸です。
精密バイスで90度ずつ固定しなおして切削するしかありません。きれいに4面削れるか?のいい実験ができます。
今回のパーツは単に周り止めのために大雑把に四角くなっていればいいので、失敗しても大丈夫。
CNC原点の設定
切削後の写真しかないのですが、写真内の説明の位置を原点としてみました。
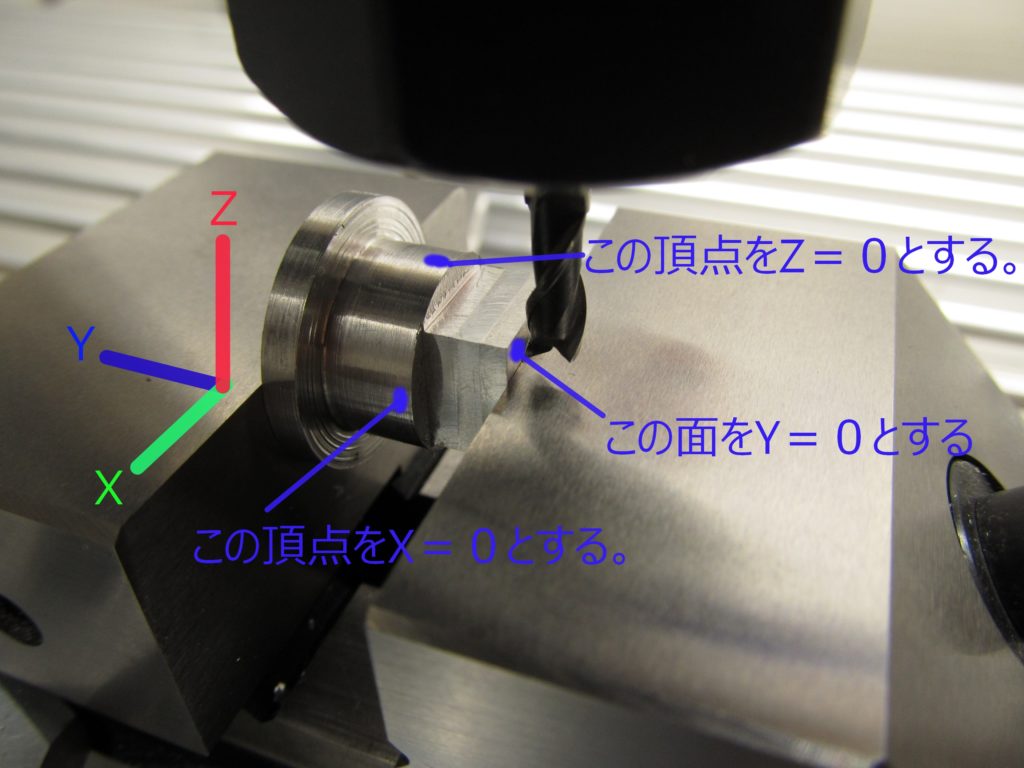
フライス作業は原点設定が面倒なので・・・今回のような簡単な切削なら「サッと始められる手作業でいいや」とヤスリが登場してしまうのですが、ここはグッと我慢してフライス盤を使ってみます。
結果、一発で正確な面がでるのでフライスの方が早いんですよね。せっかちは直さねば・・・。
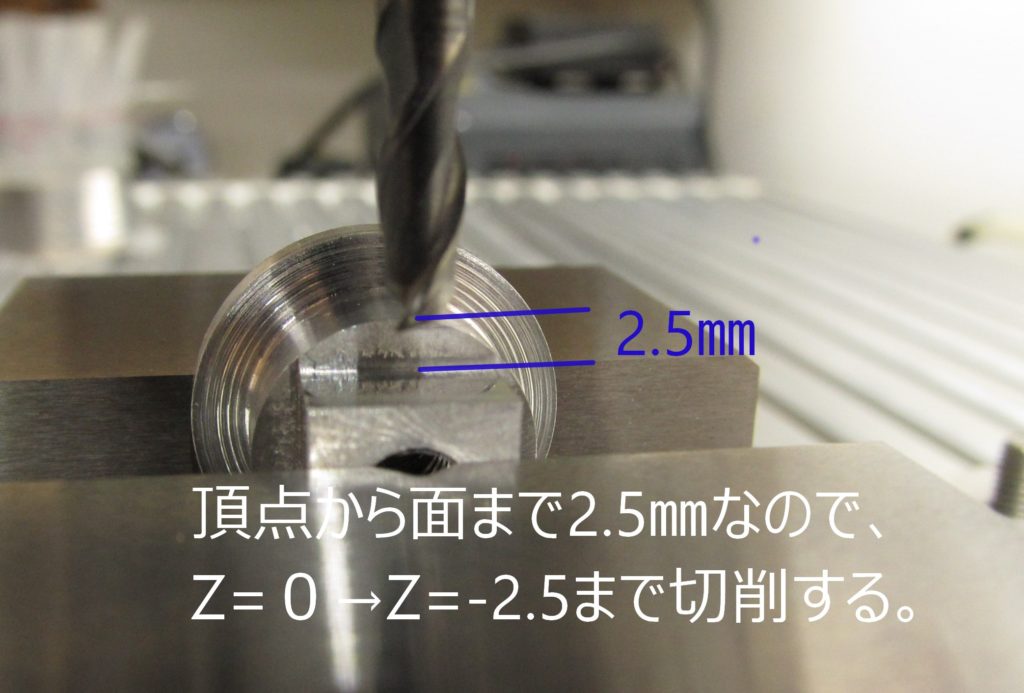
原点設定後、Ý軸方向に6㎜、Z軸方向に2.5㎜切削する、という作業を4面行えば目的の形状を得られます
Gコードを直接入力で操作
私は、Planet社製のCNCソフト(PlanetCNC64bit)を利用しています。
MACH3を利用されている方が主流のようですが、たまたま最初に使ったCNCフライスがPlanet社製ソフト搭載モデルだったため以後同じソフトを使用しています。
作業の流れ
Gコード入力欄に「G01X15F100」と入力するとエンドミルが速度100㎜/分でX座標0(現在位置)→15へ、つまりX軸方向へ15㎜移動してくれます。Y軸、Z軸方向には動きません。
次に「G01Y2」と入力すると速度100㎜/分(前回の命令速度が有効)でY座標0(現在位置)→2へ、つまりY軸方向へ2㎜移動してくれます。X軸、Z軸方向には動きません。
このような入力を繰り返してフライス作業を進めていきます。
精密バイスで90度ずつ回転させて固定する
初めの1面は簡単ですが、次の面から正確にバイスに固定し直す必要が出てきます。
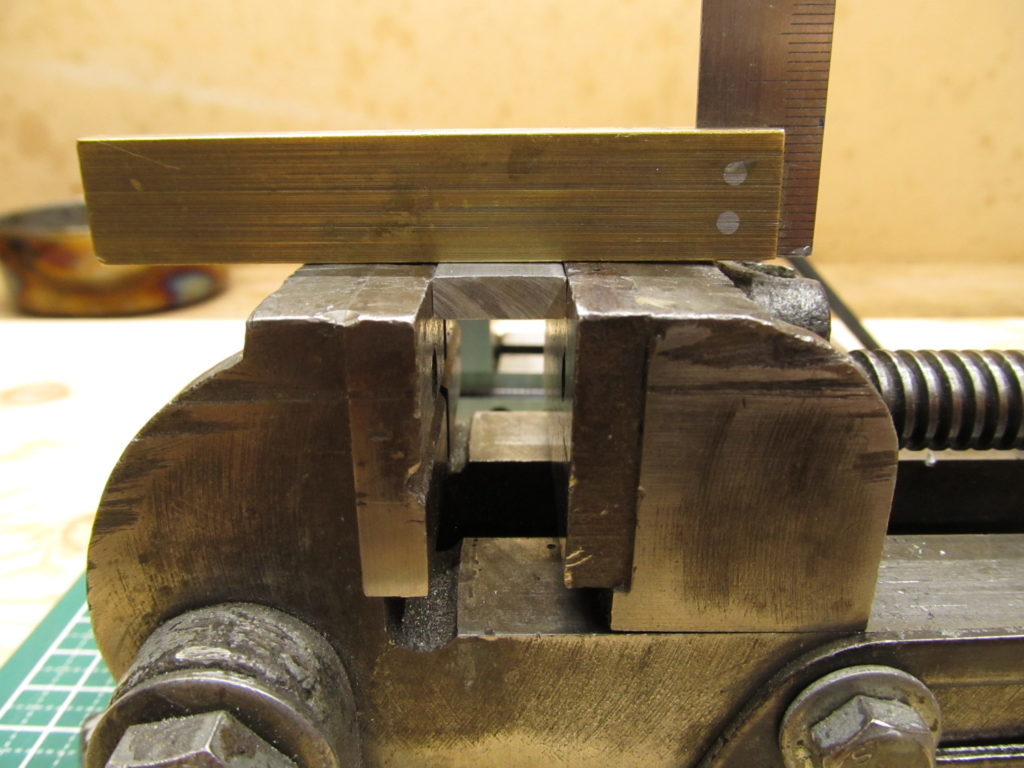
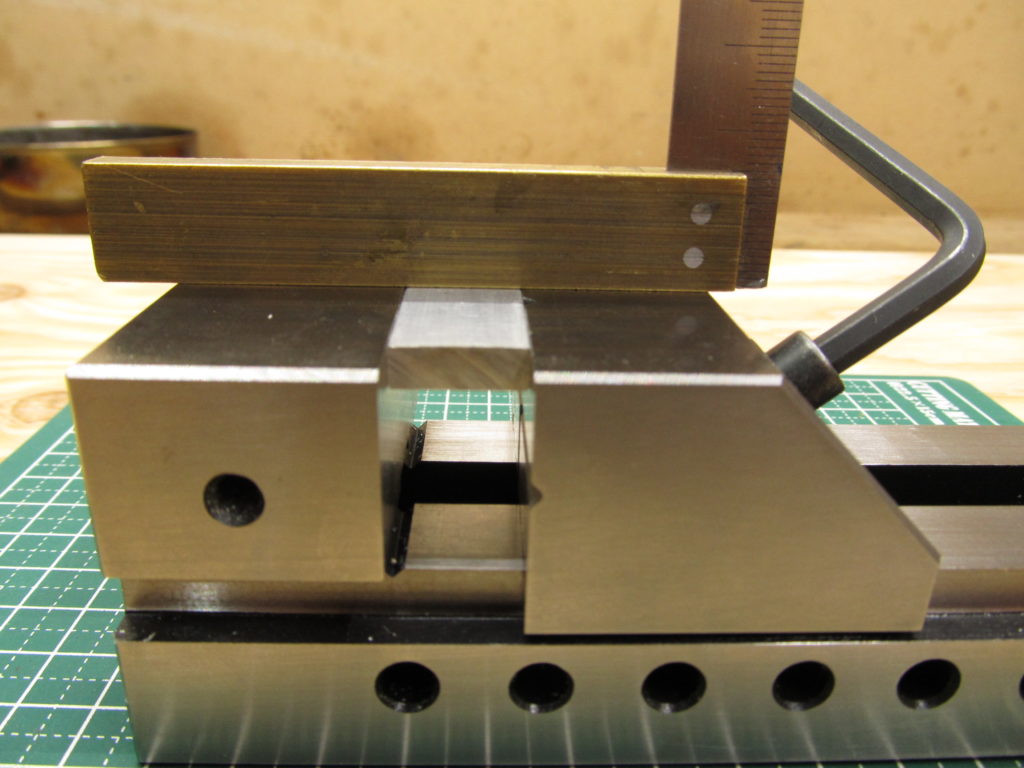
第2面は180度回転させ、第1面と精密バイスの底部にフラットバーなどを挟んで平行を出して固定します。

第3面はスコヤで精密バイスの底部と第1面を直角にして固定します。

第4面は第2面と同じに精密バイスの底部と第3面の間にフラットバーを挟んで水平を出します。
とこんな感じで90度ずつ転がせば正方形の角柱が出来てきます。
作ったパーツで溶接面を修理
切削完了後、先にセンター開けておいたネジ穴に6㎜全ねじを瞬間接着剤で固定して完成です。

二度と外さないレベルの固着を期待するなら瞬間接着剤は優秀なねじ止め材となります。100均の瞬着で十分です。
このくらいのネジ長が瞬間接着剤で固定されると力では外せません。バイスプライヤーでネジ山がつぶれるくらいの力で挟んでも無理です。
(外す場合は、バーナーでネジを加熱すればOK。瞬着が溶けてニュルッと緩んできます。)
修理完了の図
アルミになったので締め上げても割れることがありません。グッ!