
何度か成型しているとカーボンクロスの一部に樹脂が含浸していない事態が発生。
インフュージョン成型でもハンドレイアップでも関係なくカーボンクロスの一部が含浸していません。
全く含浸してないわけではなく、固く絞った布巾のようにわずかに含浸しています。

樹脂がキレイに浸透する場合と浸透しない場合が発生する原因を解明すべくさらに実験です。
目次
ポリエステル樹脂と相性が悪い?
カーボンクロスはガラスクロスのようにはポリエステル樹脂が浸透しないことがわかりました。 これが海外のyoutube動画でエポキシを使っている理由なのかもしれません。
単に経済力の違いかも・・・。(笑)
試しに下図のようにクロスをポリエステル樹脂の上に載せると、ガラスクロスは布が水を吸うように樹脂が浸透していきますが、カーボンクロスはなかなか浸透しないんです。
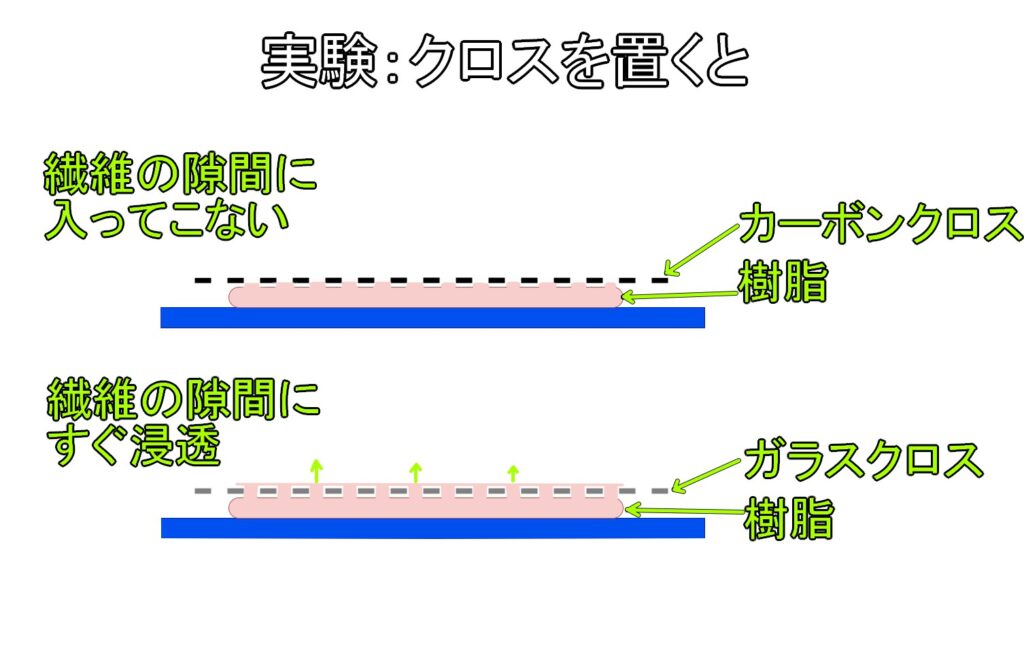
カーボンクロスは刷毛などで何度も「しごく」必要があります。
カーボンクロスが含浸しにくいことを踏まえて次のパターンで成形テストしてみました。
・ハンドレイアップ(離型剤ワックス)
・ハンドレイアップ(離型剤PVA)
・インフュージョン成型(離型剤ワックス)
・インフュージョン成型(離型剤PVA)
使用した雌型は前記事の3分割型の底の部分。型表面は一般的なオルソ系黒ゲルコートです。
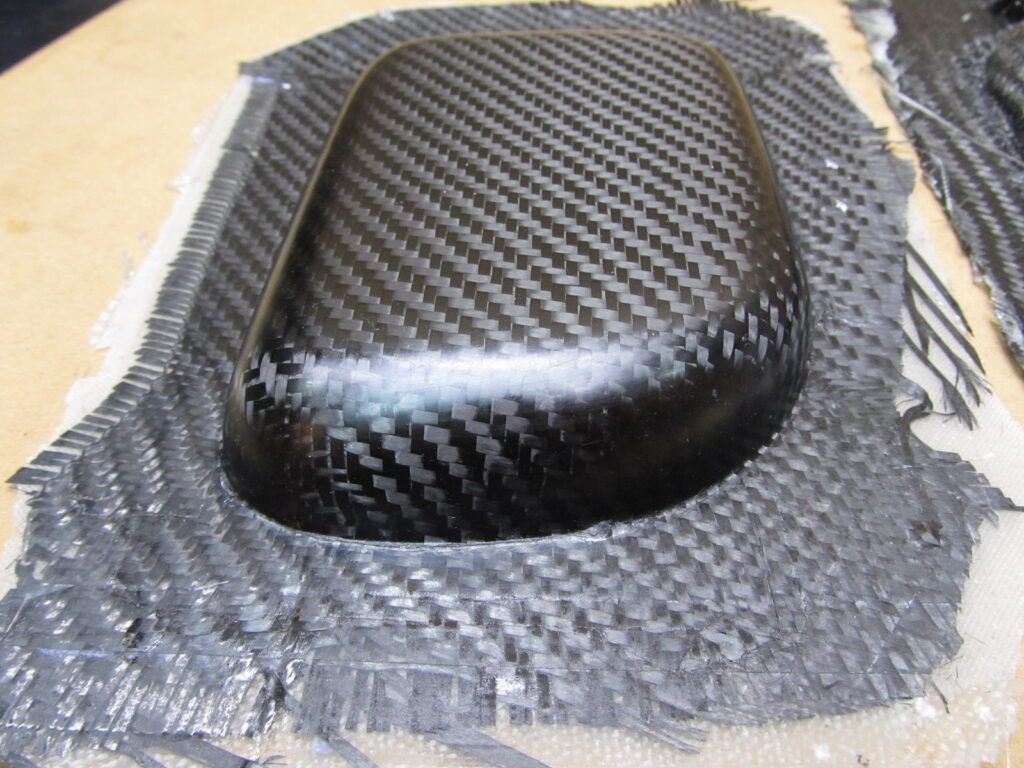
結果です。

左インフュージョン成型PVA離型、中インフュージョン成型ワックス離型、右ハンドレイアップワックス離型。
いろいろなパータンを試しましたが、インフュージョン・ハンドレイアップ・離型剤の違いは関係なく、カーボンクロスにポリエステル樹脂が含浸しにくいことが原因でした。
ハンドレイアップでカーボンクロス・・・の注意点
ハンドレイアップ(写真右)成型品の上面が一部が変色しています。ここが含浸不足のところです。
コーナー部分や垂直部分が含浸しているのは型からの浮き上がりを気にして丁寧に「しごいた」からです。平面部分は油断してしまいました。
(PVA離型剤でも含浸具合には関係なく結果は同じなため写真には含めていません。)
ハンドレイアップの場合、「先に型に樹脂を塗布する⇒カーボンクロスを張り付ける⇒しごいて型の側から含浸させる」というステップを踏んだ方がよさそうです。
「カーボンクロスを型に置く⇒その上から樹脂を塗布する」というステップにすると、型の側まで樹脂が達しない部分が発生します。
インフュージョン成型でカーボンクロス・・・の注意点
真空引きなら確実に含浸するだろう・・・というわけでもなさそうです。写真中央のとおり含浸不足が発生しています。
ポリエステル樹脂とカーボンクロスの相性だからしょうがないのかな・・と思いつつもテストを続けていると原因が見えてきました!
原因は「真空引きの時間が短すぎた」です。(当たり前な結論ですね)
図の左(樹脂供給側)から右(真空チャンバー側)に到達したら含浸終了!ではありませんでした。
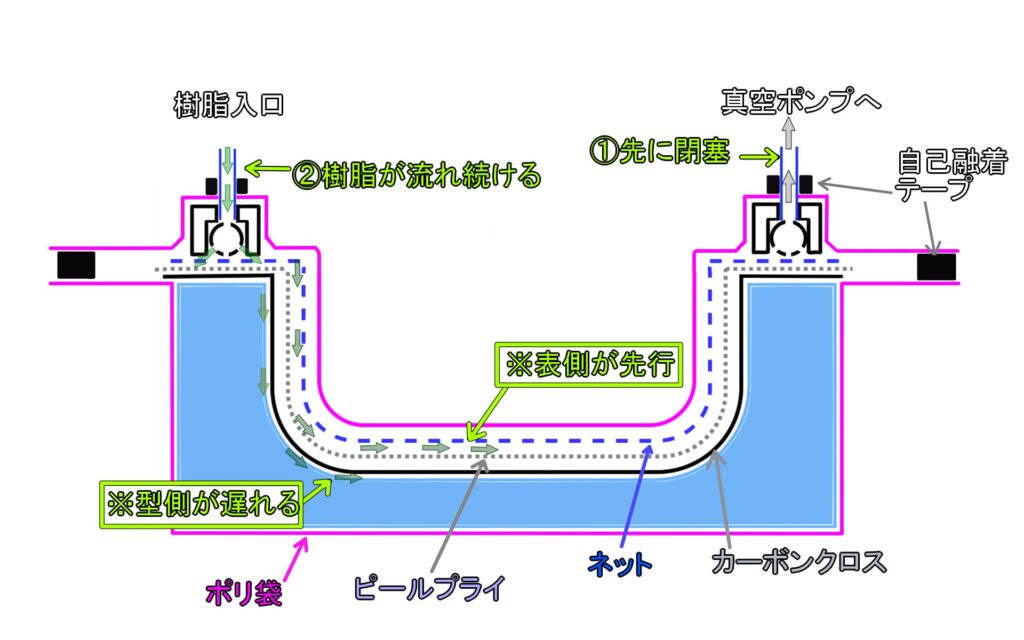
たまたまボーッとピールプライやネットを樹脂が流れていく様子を眺めていたら気づきました!
上図のとおり「表側だけ先に含浸している」ということを。
図の①「先に真空チャンバー側のバルブを閉塞」先に閉めても10分以上ゆっくりと②「樹脂入口側のチューブの樹脂が流れ続け」ていたんです。
真空ポンプ側を閉塞しているので真空パック内のどこかに流れていることになります。
樹脂は表側だけ先に含浸している
含浸していくとピールプライの白色がカーボンクロスの黒色に変わっていきます。
これはカーボンクロスの表側(型の反対側、ピールプライ側)に樹脂が流れカーボンクロスの黒色が見えるためです。
こんな感じに含浸したところが黒くなっていきます。 この型の場合、底部から樹脂を供給しています。

表面上真っ黒に見える=カーボンクロスとピールプライ、ネットの間には樹脂が充填されているということです。
にもかかわらず樹脂が引き込まれ続けるということは「表からは見えないカーボンクロスと型の間」に引き込まれていると思われます。
ポリエステル樹脂とカーボンクロスの相性が悪いため、樹脂がカーボンクロスを透過して型の側に達するのに時間がかかるようです。
試しに樹脂入口側のバルブを10分以上遅らせて閉塞してみるときれいに成型出来ました!
どのくらいの時間樹脂供給側の閉塞を遅らせればいいのかはまだ分かりませんが、インフュージョン成型のコツが少しつかめた気がしてきました!
離型剤は必ずPVA
以前の記事でも書きましたが、離型剤がワックスだと離型はキビシイモノがあります。
きついアールにフィットさせるためスプレー糊を使いたい!とワックス離型を何度か試したのですが必ずどこかが固着してしまいます。
テスト品は長辺が20cm程度の小さなパーツ。多少固着してもこじって何とか離型できますが、もっと面積がある成型になると離型不能は確実です。
これで離型剤はPVA一択という確証を得られました。
インフュージョン成型をちょっと習得できた
これまでのカーボンFRPの作成ー4記事をまとめてだんだんコツがわかってきました。
これまでの4記事は「インフュージョン成型に挑戦するときに気を付けた方がいいと思った点」をまとめたものでしたので、FRP作業でお悩み中の方以外には理解し難い記事だったと思います。
お読みいただきありがとうございました。
さて、数々の失敗を経て多少レベルアップしましたので、今後のFRP作業にインフュージョン成型を活用していきたいと思います。
というより「色々インフュージョン資材を買い込んだので活用しなくてはならない状況になってしまいました!」が正しい表現ですね。(笑)
追記
作業中の動画をyoutubeにアップしましたので参考にどうぞ!