
最近何とか使えるレベルになってきたTIG溶接機。
購入当初は、アルミが溶け落ちる、団子になる、墨付けは山盛りになる、溶接箇所が汚くなる・・、と本当にアルミを溶接できるのか?と諦めたくなるレベルでした。
TIG溶接機を購入して1年程になりますが、あまり頻繁には溶接しないためたまに使うと「うまくいった時の電流、パルス、ACバランスなどの設定」を忘れており、また失敗を繰り返してしまいます。
そこで、うまくいった溶接やその他の作業の再現性確保のため、工作メモを残すことにしました。
本日の工作メモ
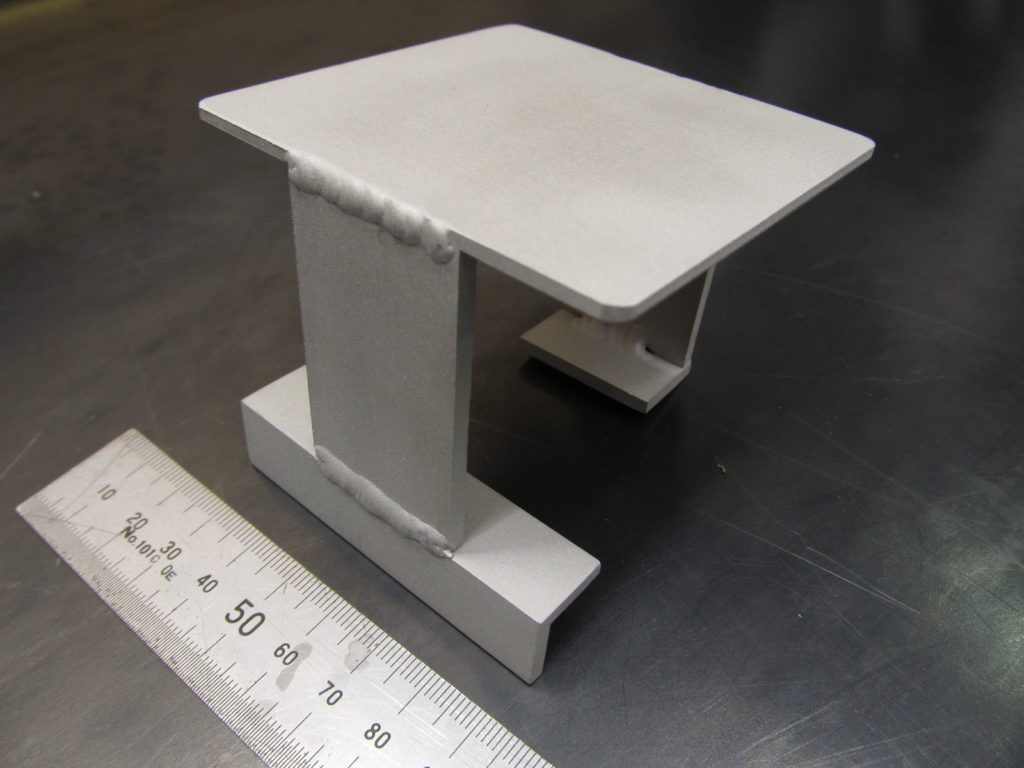
TIG溶接でアルミの小物(その1)
条件
【溶接対象】
アルミ板厚さ2.5㎜(A5058)とアングル厚さ3㎜(A6061)の溶接。
【タングステン電極】
セリタン2.0mm
【出隅仮付け時の設定】
溶加棒なし、110A、パルスなし、ACバランス20程度
【出隅仮付け後のなめ付けの設定】
溶加棒なし、95A、バルスあり、周波数、幅ともダイヤル位置で12時程度
【入隅仮付け&その後の溶接の設定】
溶加棒1.6mm使用、110A、パルスなし、ACバランス20程度
【作業メモ】
溶加棒を垂直面側に溶け込ませ、重力で水平面に流す感じがやりやすかった。
溶加棒を溶け込ませると溶けたアルミがアークのところに吸い寄せられるように盛り上がる。水滴が表面張力で玉になるようなイメージ。
溶加棒を溶け込ませる瞬間タングステンを少し引っ込めるか事前に少しタングステンをバックさせるなどしてタングステンとアルミの接触を防いだ。
TIG溶接でアルミの小物(その2)
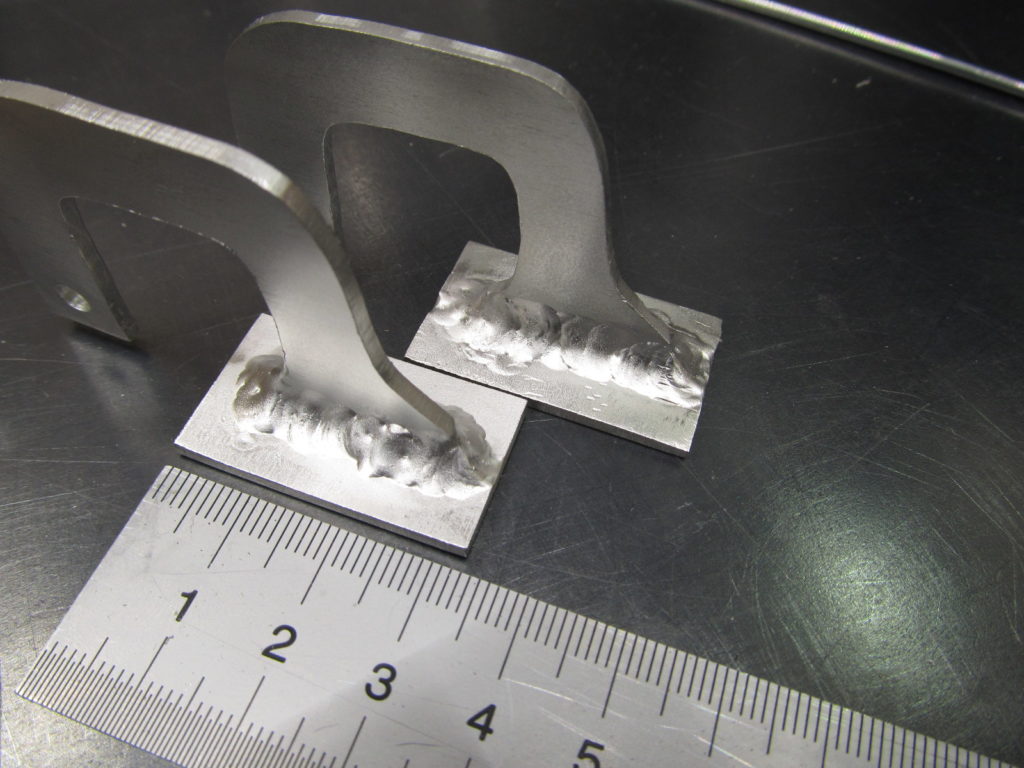
さらに小さなパーツです。熱容量が少なく溶け落ちが心配です。
条件
【溶接対象】
アルミ板厚さ2.5㎜(A5058)同士の溶接。
【タングステン電極】
セリタン1.6mm
【入隅仮付けの設定】
溶加棒1.6mm使用、100A、パルスなし、ACバランス20程度
【入隅仮付け後の溶接の設定】
溶加棒1.6mm使用、90A~80A、パルスなし、ACバランス20程度
【作業メモ】
溶加棒は熱容量の大きい方のパーツに溶け込ませる方がやりやすかった。この場合は水平面。
(その1)のパーツより少し小さいだけだが、すぐに溶け落ちそうになる。最初は100A程でいいが、すぐに80A程度に落として溶接する必要がある。
また、写真のとおりこんなに小さなパーツでも立派に熱で反ります。このパーツはトンカチでたたき修正しました。
まだまだ溶接個所が黒ずんでしまったり・・・とピカピカでそのままでOKというレベルではないのですが、サンドブラストで全部吹いたり(その1のパーツ)、ワイヤーブラシで磨いたり(その2のパーツ)してごまかして使っています。まあまあ見栄えしていい感じです。
アルミを接合できただけで幸せを感じます。