
自作CNCフライスの「テーブルの高剛性化」から始まり「クーラント飛散防止対策」「アルミ製設置台」と改良をすすめております。
今回は「クーラント循環まわり」の改良作業です。
CNCフライスを使いやすくするために
CNCフライスを活用しているようなことを書いているものの、正直言いますと・・・そんなに頻繁に使っているわけではないんです。
使うのって結構面倒なんですよ。
3Dプリンタ―、レーザーカッター、汎用旋盤と比べると「使うの面倒だなあ具合」が一段上って感じ。
CNCフライスを使うには、「材料の固定」「加工原点を出す作業」「加工中、固定しているクランプなどにエンドミルが衝突しないかの確認」・・から始まり、「加工後の切削屑のお掃除」「循環タンクに溜まった切削屑の取り出し」といろいろとやることがあります。
今回は「エンドミル周辺の切削屑除去」と「切削屑のお掃除の軽減」を目指しクーラントの循環系をグレードアップしてみようと思います。
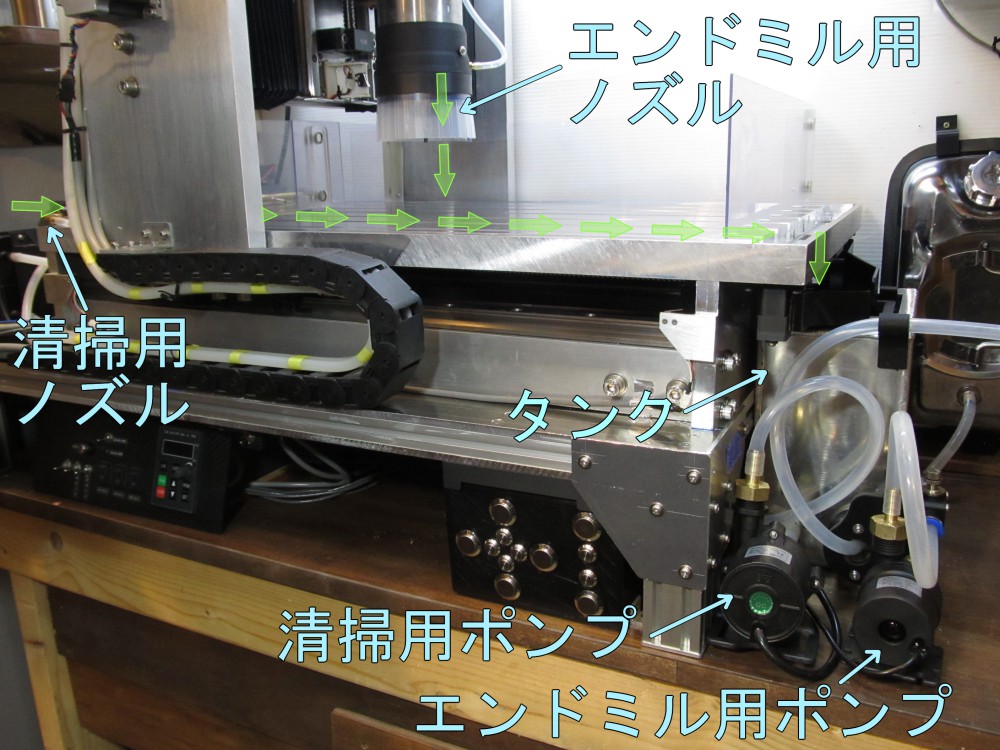
こちらが完成形です。
切削後のこの状態を少しでも改善したいんです!
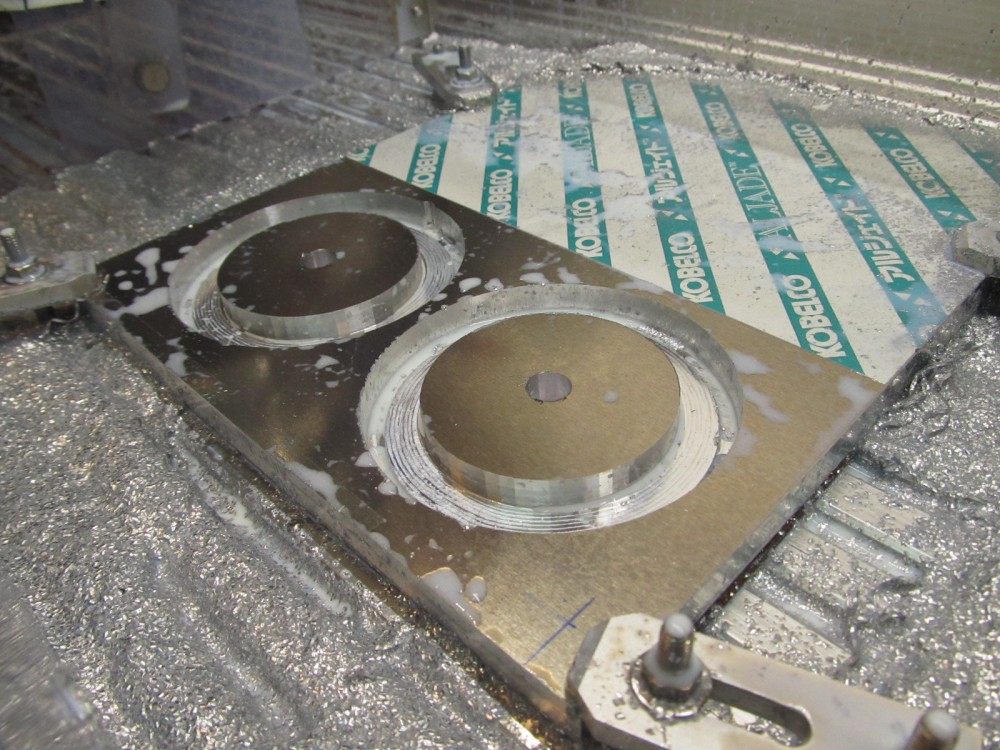
写真は材料の清掃後の様子ですが、フライステーブルがアルミ屑とクーラントでべちゃべちゃです。
このあとのお掃除が結構億劫・・・。
というわけで、「エンドミル周辺に噴射するクーラントの流用アップ」と「フライステ―ブルにクーラントの川を作り切削屑を流し去るノズルの追加」を行います。
エンドミル用ポンプ&ノズル
エンドミル用ノズルを2つに増やしました。 流量を増やせば切削後にテーブルに残るアルミ屑が少ないのでは、という発想です。
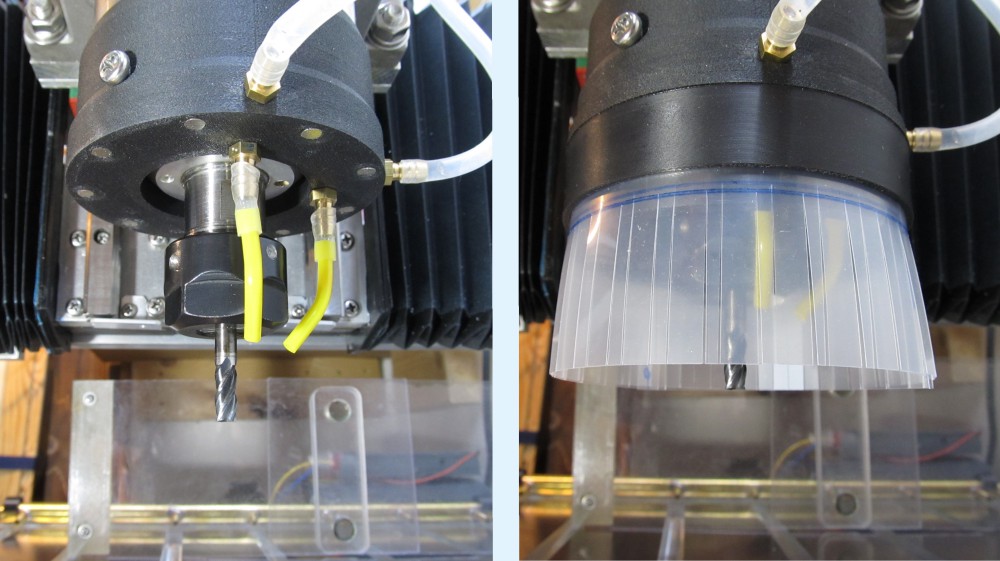
写真右のクーラント飛散防止カバーは「前回の失敗、水まくノズル」に代わるものです。(笑)
結局このシンプルな方法に落ち着きました。
カバーが着いたままではエンドミル交換ができませんので、カバーはネオジム磁石で簡単に脱着できるようにしました。
円周上にΦ5mmのネオジム磁石が9個配列されています。
この2ノズル化に伴い、揚程3mの旧ポンプから揚程8mの新ポンプへ交換し圧力を上げました。
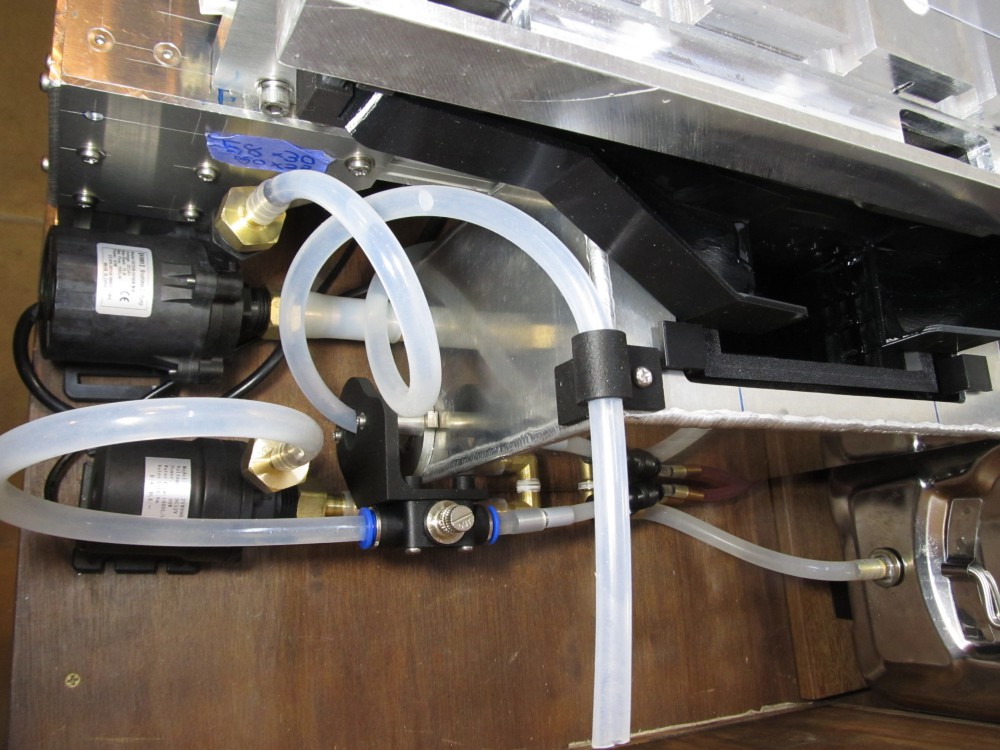
下の写真の右側のポンプがエンドミル用です。
写真ではサイズが分かりにくいですが、円筒のモーター部分の直径が48㎜あります。

旧ポンプは、Amazonで購入した直径25㎜の小さなポンプです。12vポンプ 揚程2m 1280円
水槽用小型12vポンプで検索するとよく出て来るポンプで揚程2m~3mくらいのモノでした。
決してしょぼいポンプというわけではなく、2~3㎜のノズルから噴射すると結構な勢いがあるので、これまで何年も愛用してきました。
ただ、今回の改良でノズルを2つに増やしたため旧ポンプではちょっと力不足になっただけ。
ポンプからエンドミルまでの間には「内径4㎜のチューブ」「直角に折れ曲がる水路」「内径3㎜ノズル」と圧力を低下させる障害があるため流量を確保できませんでした。
清掃用ポンプ&ノズル
フライステーブル清掃用のポンプはさらに大きくなります。
上の写真の左側のポンプです。モーター部分の円筒の直径は54㎜あります。
フライステーブル全面(全溝)に水流をつくるため意外と大きなポンプが必要でした。 延長2mの内径10㎜のチューブを経由してこちらの複数のノズルにより噴射するためです。
長いチューブを通過し、各ノズル(ニップル)で流れが直角に曲がるためか、流量を確保するためには意外と圧力が必要でした。そのため揚程15mのポンプを購入。
8000円とはちょっとお高めですね・・・。
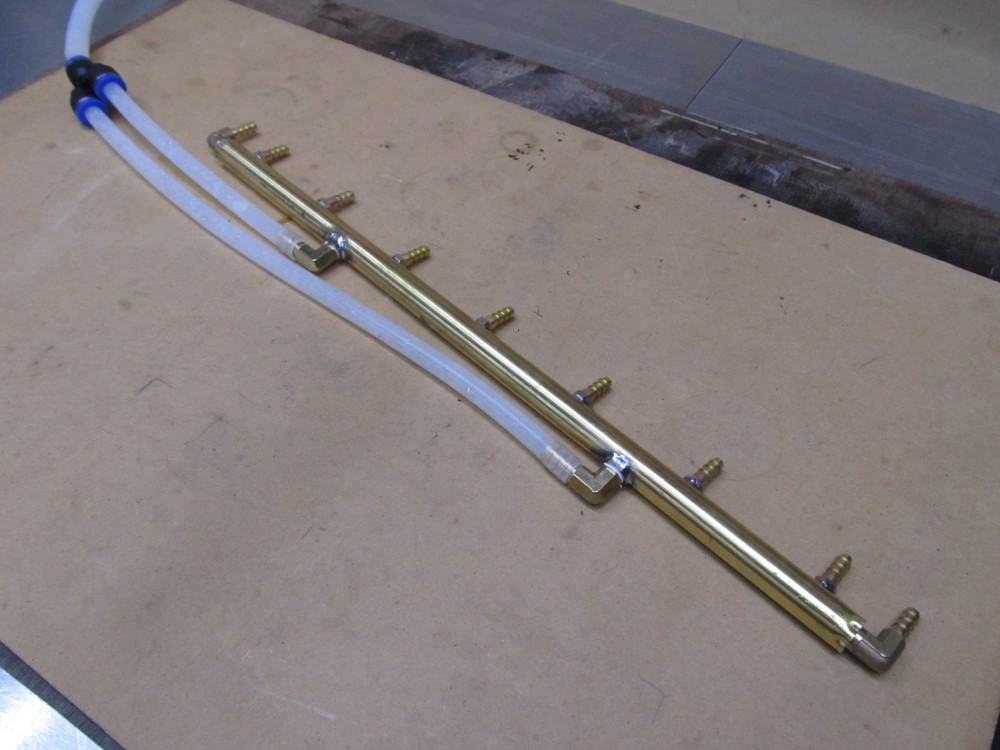
清掃用ノズルは真鍮パイプにニップルを半田付けして作りました。 流入側の大きなニップルは真鍮ナットを半田付け、排出側の小さなニップルはパイプに直に半田付け。
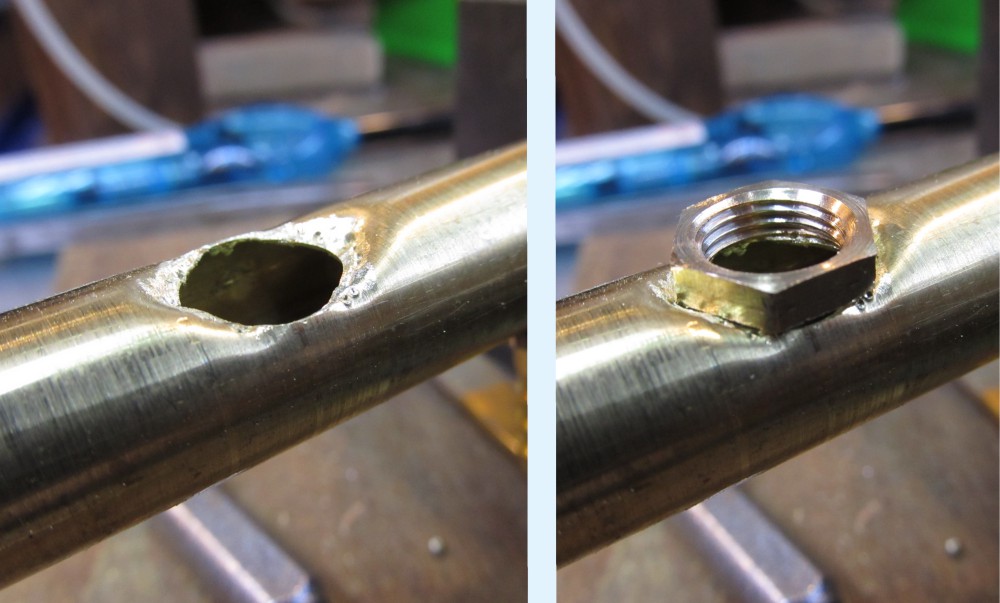
ナットを半田付けするため、ナットが載る平面を叩き出して作りました。
ポンチとトンカチでこつこつと変形させていったのですが、なんか伝統工芸品を作っているような気分に。(笑)
ポンプ用電源
清掃用ポンプは24V仕様。 新たに電源を追加します。
Amazonで検索するとこれまでにない新たなタイプの電源が出てきました。
3つ前のポンプ写真に載っている24v、12.5A電源です。 コンパクトなスリムな外観で購買意欲をそそられ買ってしまいました。
スイッチング電源24V、300w 2999円でした。
LED照明を想定した電源のようで、天井裏などに設置しやすいようスリムになっております。 冷却ファンはありませんが、清掃用ポンプの電流は3.6Aなので問題はないでしょう。
リレーで制御
これまでポンプ系は12V仕様でしたので、新24V電源は「旧電源からの12v電流をリレー信号として使用して」オンオフします。
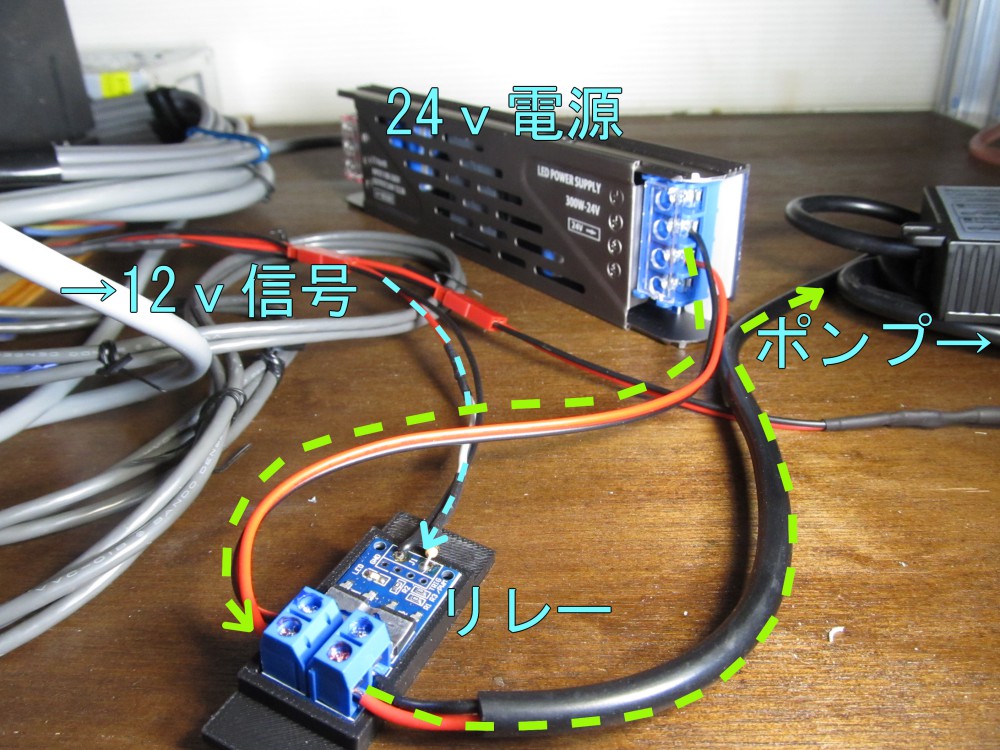
写真左側から来る12vは旧ポンプを動かすための動力用電流です。
リレーは機械式ではなく、MOS-FETリレーを使っています。 写真のとおり水色のラインに電圧が掛かれば(写真だと)左端子→右端子が通電します。
MOS-FETトリガースイッチ 5v~36v、15A、10個で900円
無音で動作し15A(最大30Aと記載、本当か・・・)を制御できます。 しかも安い! 結構使い勝手がいいですよ。
3Dプリンタ―の活用
今回の作業では、「ポンプ用スイッチ」「流量調整バルブの固定」「シリコンホースの固定」などのためにちょっとしたパーツの作製が発生。
がんばって苦手なパソコンを使い3Dプリンタ―を活躍させてみました。
「Fusion」でこんなパーツを描きました。 左は流量調整バルブを固定するモノ。
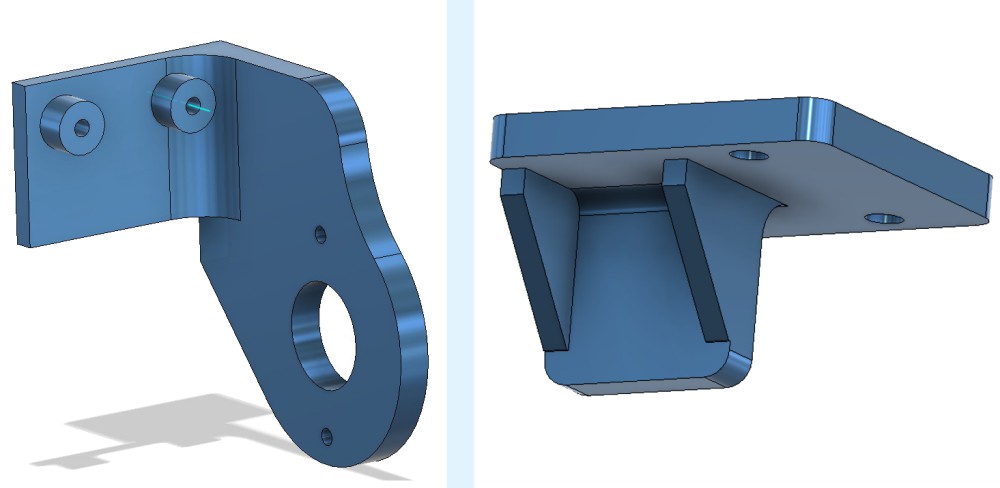
バルブのネジ穴、タンク側のネジ穴をちゃんと計測して絵にしたので、プリンターで印刷すると無調整でピッタリはまります。

毎度のことですが、無加工でフィットする既製品感を味わうと「苦手だけどパソコンで描いてよかったなあ」って思うんです。
溶接のような強度を必要としないパ―ツの作製に最適ですね。

以前だったら「アルミアングルから切り出す」か「FRPで造形する」ことになりますが、手作業なのでこのように美しくはならないんですよね。(くやしいですが・・・)
上記のパーツなら小一時間で印刷されますが、アルミやFRPからだと1時間では作れません。
お次はアルミタンクにシリコンホースを固定するパーツです。
Φ10㎜ホースを差し込む穴の内径は10.4㎜にし、アルミタンクの溶接跡を避ける切り欠きを設けました。

印刷するとホースは「ゆるくもなくキツクもなく」差し込むことできました。
溶接跡も写真のとおりうまく避けてタンク平面にピッタリフィットしてくれました。

丁寧にモノを作っている感があり嬉しいです。 まあ、プリンターのおかげであり私の工作技術ではないのですが・・・。
ついでに・・・3Dプリンタ―の便利なところは、こういった左右対称のパーツを作るのが楽なこと。
片側のパーツを試行錯誤して完成させたら、その完全バージョンの対象品を簡単に印刷できます。 手作業で左右対称って結構難しいですよね。
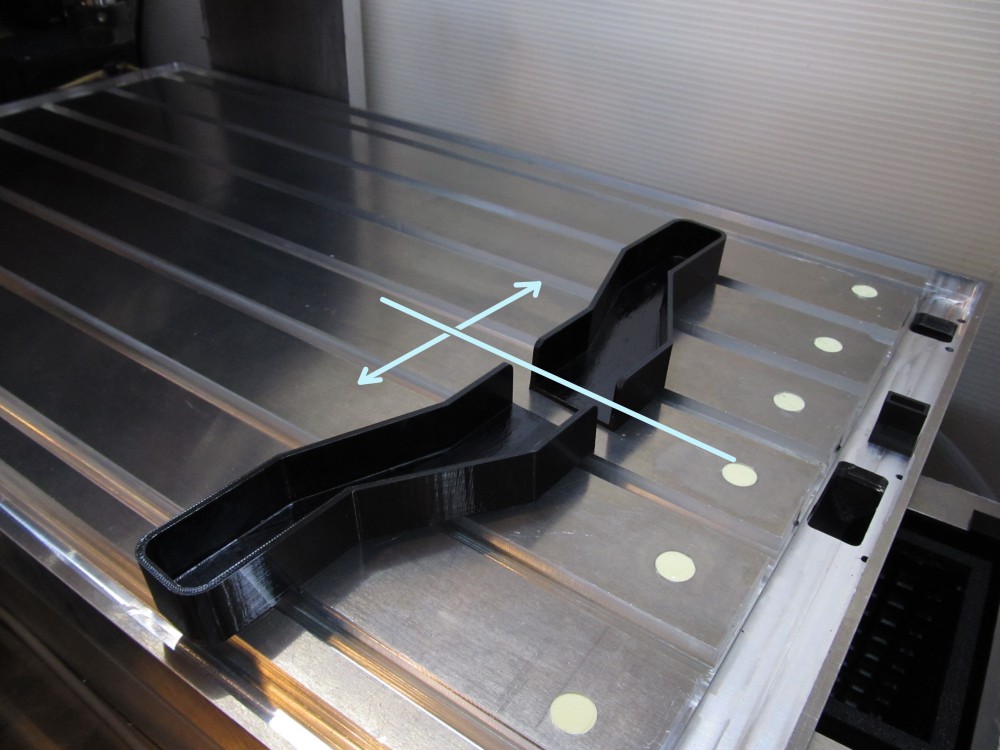
これはフライステーブル両サイドの排水口からタンクへの水路です。
クーラントタンクの再溶接加工
3Dプリンタ―品の写真だらけになってしまいましたが、最後に大きな作業が残っています。 タンクの改造です。
当初の計画では、クーラントの排出口は中央部に1つだけ。 (左の写真)
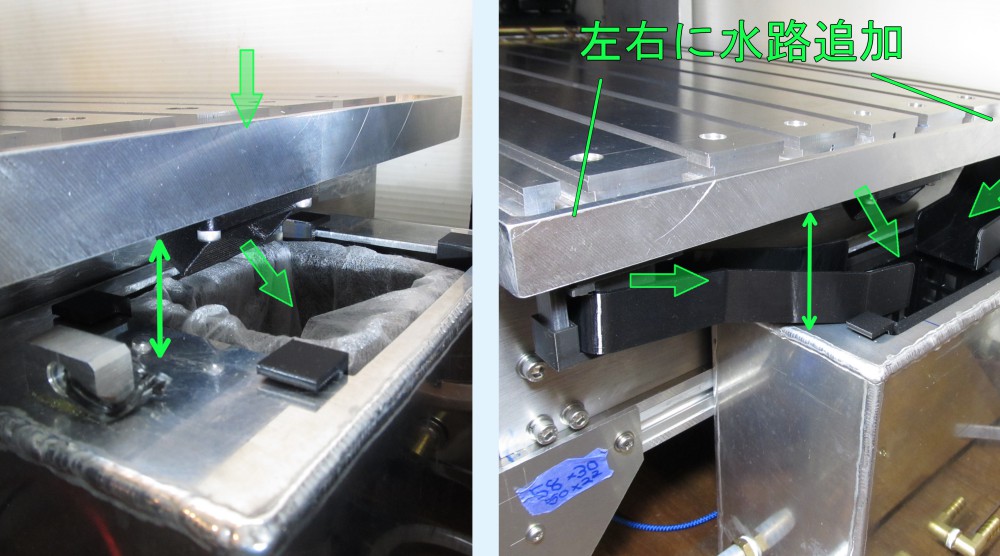
ですが、「エンドミル用ノズルの増」「清掃用ノズルの追加」により大幅にクーラントの流量が増えたため中央部の排水口だけでは間に合いませんでした。
テストで水を流しているとテーブル外周の水の水位がだんだんと上昇し溢れそうになります。
本番ではアルミ屑などがあちこちに堆積するはずなので確実に溢れかえることでしょう。 余裕が必要です。
そのため、右の写真のとおり両サイドに排水口を追加しました。
これに伴い、左右からの水路をテーブルとタンクの間に設けるためタンクのサイズ(高さ)を下げる必要が発生。
またまた面倒な金属加工です。
切断後の写真がないのですが、タンク上面から2cmほど下で一回カットし新たなアルミ板を溶接し直しました。
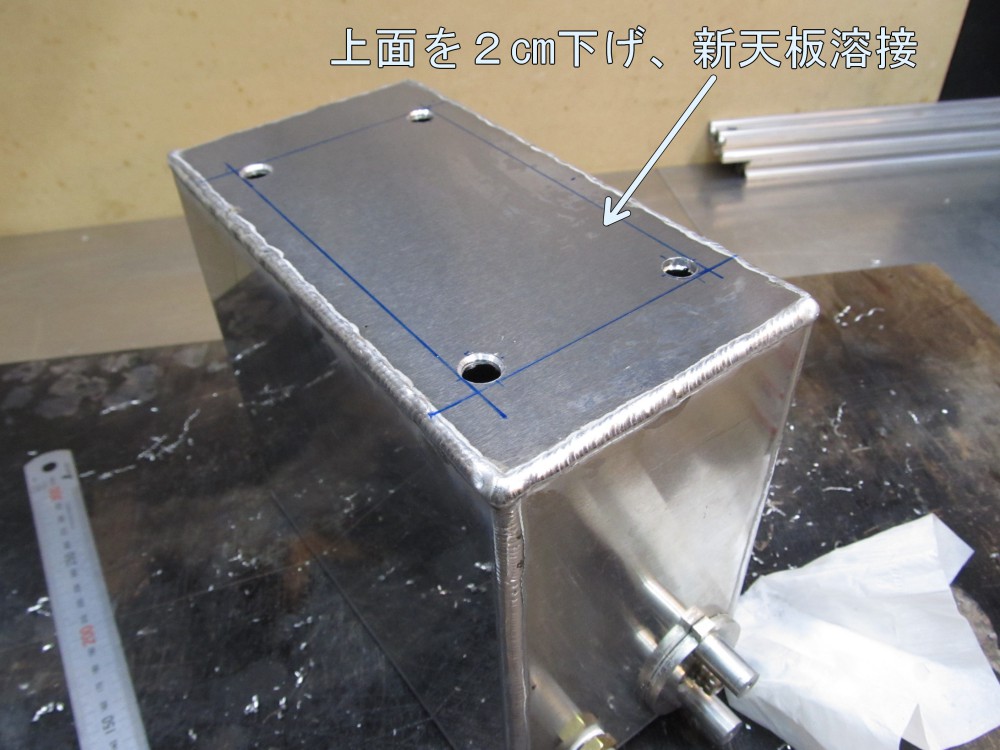
新たな天板を溶接後、開口部をジグソーで開けます。
「溶接」「穴あけ」「開口部をヤスリで成形」といった重労働はどうしても後回しになってしまうんですよね。
作業開始までが大変。心のなかで「どっこらしょ」って感じです。 口にはしませんよ。(笑)
とりあえず完成
これでクーラント循環系の改良はおおかた完成です。 (初めの写真のとおりです)
ポンプ、タンク回りもすっきりしました。 パイプがゴチャゴチャしていますが私にはすっきり見えます。
さて、これが実際の使用に耐えうるのか・・・。
実際に切削しアルミ屑が流れた時、クーラント流路がどんな様相を呈するのか楽しみです。
流路に想定外の堆積が発生したりとか・・、なんかありそうです。