
これまで何本もバンドソーブレードの接合テストしてとても大切なことを学びました。
それは「正確に直線を出して接合すれば振動は発生しない」という当たり前のこと。(笑)
金属用バンドソーは回転速度が遅いので、ブレード接合部が完全に一直線でなくても問題ないだろう、と高を括っておりました。
自作ブレ―ドは回転に合わせて、ドン、ドンっと切断材料をたたくような振動&騒音が発生することがあります。
これは「TIG溶接で接合部の刃先が欠けているのでしょうがない」と勝手に思い込み諦めておりました。
が、ついに振動&衝撃の原因はこの「ブレード接合部が直線でないこと」だということが判明! ちょっとうれしい。
接合箇所が直線でないと振動&騒音が発生
このようにくの字に曲がっていると恐ろしいほどの振動&騒音が発生します。 バンドソー装着時には分からないくらいの屈曲です。

振動&騒音は5mm以下の金属板切断時に発生し、アルミよりも鉄、鉄よりもステンレス、と硬度が高いモノほどひどいくなります。
厚さのある金属板(5mm以上)や角棒、丸棒などでは発生しません。また、木材といった柔らかい素材の場合も発生しません。
継ぎ目の振動&騒音の原因
この振動&騒音は「屈曲箇所前後で材料とブレードの接触圧が急変するため」に発生しているようです。
こんなイメージです。
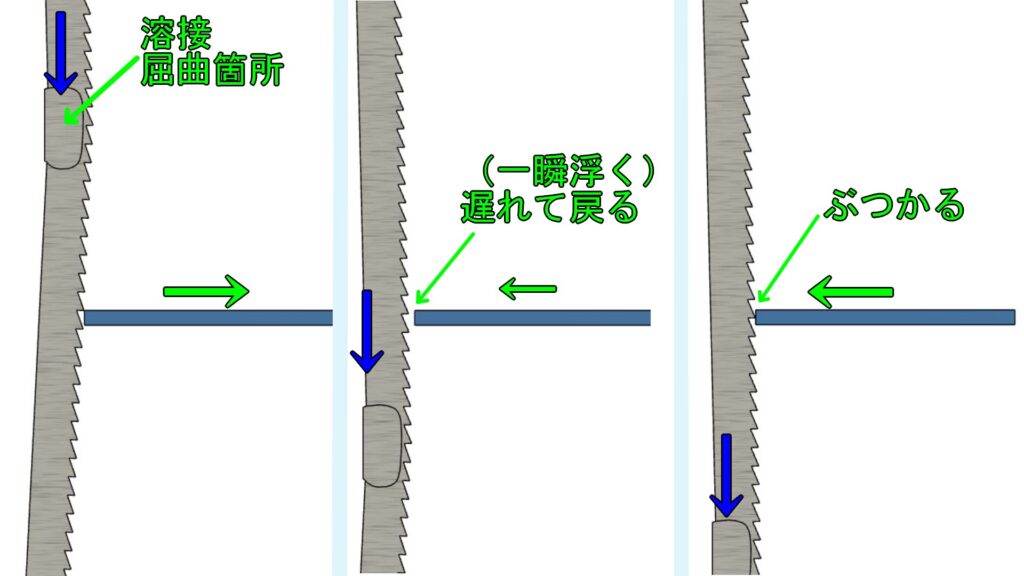
図左側
材料はブレードに適正な力で押し付けられている正常な状態。
図中央
屈曲箇所が通過すると、材料に対しブレードが後退するため材料とブレードが一瞬離れる。または接触圧が下がる。
図右側
再度、適正な力で押し付けられる。この際、一気に食い込む。
といった具合です。
スライド式テーブルを装備した新たなバンドソーを使っているときにこの動きに気が付きました。
ブレードの回転に合わせてスライドテーブルが前後に微妙にスライド。それに合わせてゴン、ゴンっと衝撃が発生。
ブレードの回転速度をかなり遅めにして観察すると上記のような動きになっている事が分かりました。
接合部の屈曲の原因
屈曲して接合された原因はTIG溶接用の治具の精度が悪かったためです。
ブレードを左右からスライドさせて押し付ける治具(バットマシンと同じ動き)にガタがありまして溶接中に屈曲していたようです。
治具については記事「バンドソーブレードをTIG溶接で確実に接合する」を参照ください。
完全な直線ではない事は分かっておりましたが、まさかこんなわずかな屈曲が「ゴンッ、ゴンッ」という激しい衝撃音の原因とは思いませんでした。
勝手に、溶接による刃先の欠落が原因→よってこの衝撃は避けがたい、と思い込んでおりました。
作業は丁寧にやりましょう。反省・・・。
いい工具だと気持ちもいいです
この原因が判明するまで「バンドソーは厚板&丸棒のカット専用だ!薄板はカットできん!」と少々否定的な気持ちがありました。
真っ直ぐに接合することでブレードが一定の音で静かにカットしてくれるようになりバンドソーがグレードアップした気分になりました。 (これが本来の姿ですが・・・。)
これで切断作業が一段と快適になりました!