
Amazonで、刃径4㎜、6㎜のフラットエンドミル(スクエアエンドミル)を購入しましたので早速、アルミの切削に使ってみました。
結構きれいに削れるのに感動しました。
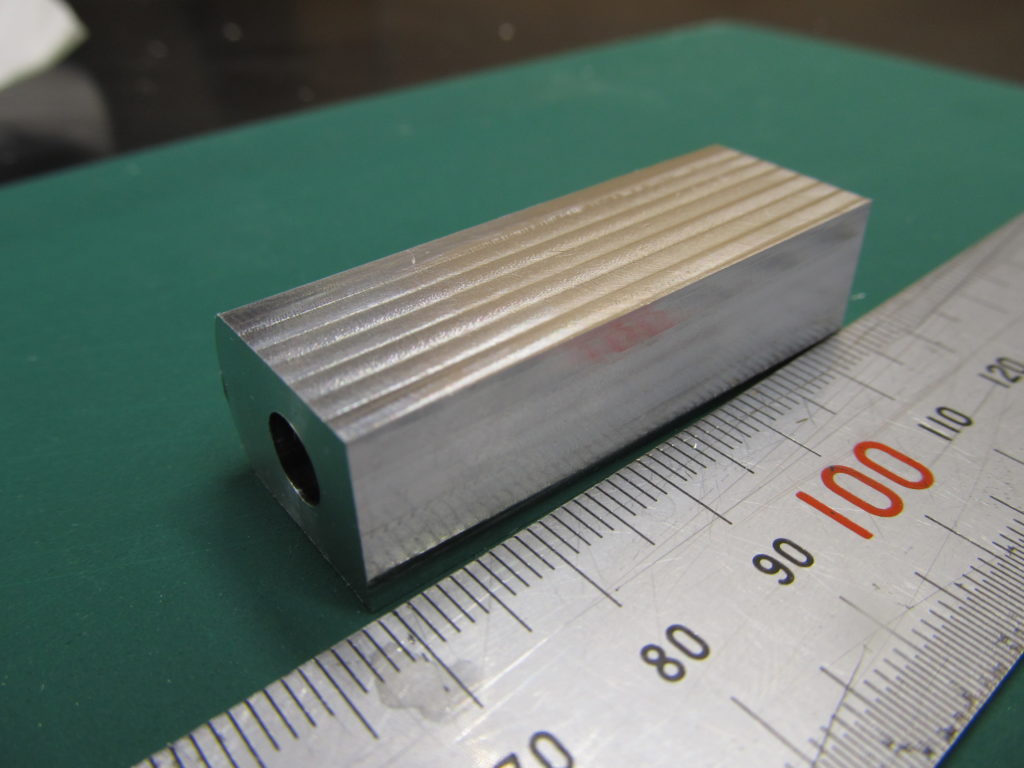
切削模様があり凸凹に見えますが、指で触るとツルツルです。嬉しいです!
私、「アルミ削り出し」と聞くとテンション上がります。
こんなに綺麗に削れる先端工具がAmazonで1000円ほどで売っています。Amazonさんありがとう!
さて、卓上フライス盤を使いだんだんエンドミルの種類が増えてきましたので、作業小屋にあるエンドミルを紹介します。
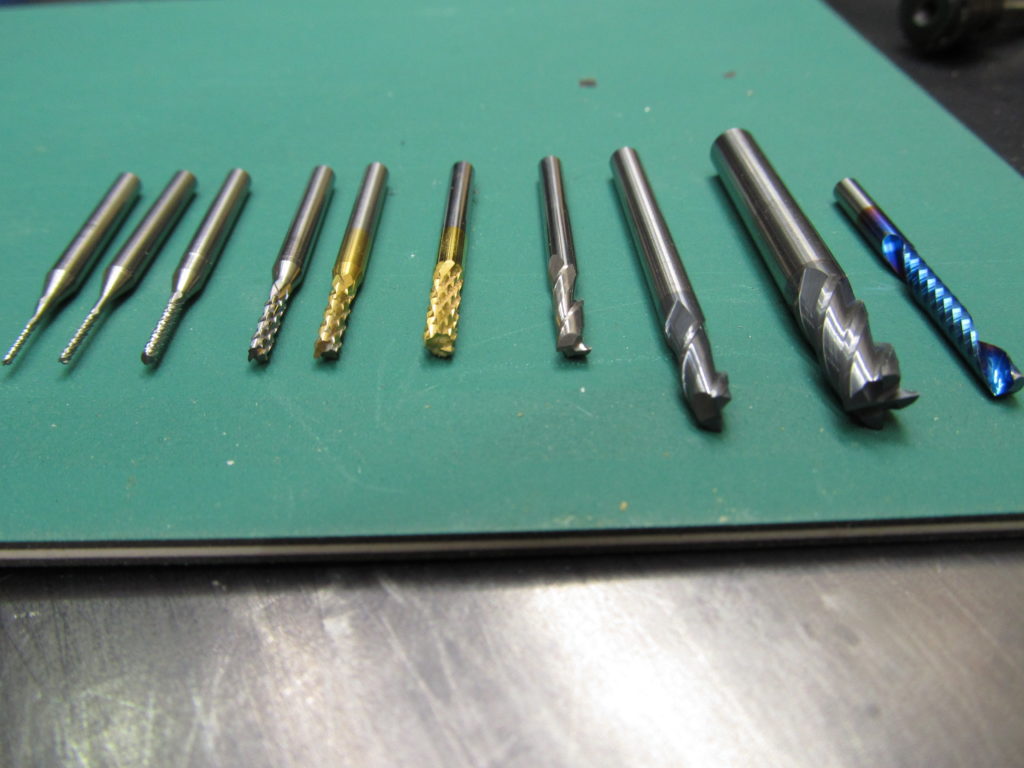
価格も手ごろで品質も素人には十分です。
始めの頃は、セット品1.5㎜~3.17㎜を購入していましたが、今は、用途に合わせてその都度購入しています。
目次
エンドミルの使い分け
ボールエンドミル
先端のシルエットが半球状のエンドミルです。

3次元曲面の切削に使うことが多いです。フラットエンドミルのように角がなくR状なので曲面加工に使われます。
趣味のCNCフライスではキャラクターの顔など3次元曲面の切削で活躍するエンドミルです。
汎用フライス(手動)でも切削できる直線と2次曲面で構成された機械部品のような切削ではあまり使いません。
私もほとんど使っていません。
Amazonでもエンドミルと検索するヒットするのはフラットエンドミルばかりです。
フラットエンドミル
先端がフラットなシルエットが四角いエンドミルです。一番よく使います。売っている大半はこのタイプです。
中華フライスCNC3020のストック状態は3.17㎜用コレットなので軸径3.17㎜のもので刃径を0.〇㎟~3.17㎜中から選びます。
Amazonでエンドミル3.17㎜と検索すると、卓上フライス盤で使えるエンドミルがヒットします。
エンドミル3㎜で検索しても軸径3.17㎜ばかりです。これは、工具サイズはインチがベースになっている(いた?)からです。
歴史は分かりませんが、よく見かける工具サイズ3.17㎜=1/8インチ、6.35㎜=1/4インチとなります。
DIYを始めて間もない方なら、なんで6.35㎜と中途半端なサイズなんだろうって思ったことがあるはずです。
私はそう思っていました。ラジコンのモーターの軸径も3.17㎜が多いですね。
話は逸れました。
エンドミルの刃径について
中華製CNC3020(スピンドル500w、ER11コレット)には、刃径3.17㎜までのエンドミル、自作フライス(スピンドル2.2Kw、ER20コレット)には刃径4㎜、6㎜のエンドミルを主に使用しています。
卓上CNCフライスでは刃径8㎜程度までにしておいた方が無難です。径が大きくなるとZ軸方向の切込み時に強めのビビリ音が発生します。
フライス盤が苦しそうなのであまり径は上げません。
では、各刃径ごとの設定を紹介します。
0.8㎜、1.0㎜フラットエンドミル

アルミの場合、一回の切り込み深さ0.25㎜、F80で使用しています。
アルミのハンコを彫る際にどうしても必要でこんな細いエンドミルと買ってしまいました。
この細さではCNC切削中に折れてやり直しが頻発するのではと思いましたが、F80程度なら大丈夫そうです。
ハンコは、4時間ほどの連続切削となりましたが一度も折れることなく完成しました。
2㎜~2.5㎜フラットエンドミル

アルミの場合、一回の切り込み深さ0.25㎜~0.5㎜、F80~100程度で使っています。折れるのが怖くておっかなびっくりの設定です。
最近は3.17㎜エンドミルばかり使用しているためほとんど使っていません。
3.17㎜フラットエンドミル

アルミの場合、一回の切り込み深さ0.5㎜~1.0㎜、F100~200程度で使っています。
このサイズから形状が変わり切削抵抗が少なくなるので速度を少し上げています。
2.5㎜までは荒いヤスリのような形状ですが、3.17㎜以上はドリルの刃がフラットになったような形状です。エンドミルって感じがしますね。
4㎜、6㎜フラットエンドミル

アルミの場合、一回の切り込み深さ1.0㎜、F200程度で使っています。
2枚刃、4枚刃があります。
2枚刃の方が切削屑が逃げる空間(ポケット)が大きくなるのでザクザク削れます。
4枚刃の方はポケットが狭い分剛性があります。
エンドミルの選び方
中華フライスCNC3020、3040クラスでアルミ、木材の切削に使用する場合、刃径3.17㎜の2枚刃エンドミルをおすすめします。
細かい切削の場合はヤスリ形状のエンドミルしか選択肢がありませんが、3.17㎜以上の場合は2枚の方が切削抵抗が少なく切削面もきれいです。
エンドミルが折れる・・これはショックです。せっかくの作品が途中でパーになってしまいます。
これを避けるために、エンドミルを使う前にどのくらいの切削抵抗があるのかを肌で感じてみるのがよいと思います。
自分は、プロクソンのリューターでアルミ、木材を削ってみます。
材料を固定し、自分がフライマシンになったつもりで1㎜ずつくらいの深さで削ってみると、このくらい速度ならエンドミルは折れなさそうだな、という感覚が得られます。
また、電動トリマー、ルーターをお持ちでしたら2枚刃6㎜のルータービット(フラットエンドミルと同じ形状)でアルミを2㎜ずるくらい切削してみると意外とザクザク削れることを体感できます。
あまり木材と変わりません。
反対に、ヤスリ形状のエンドミル(3.17㎜まで)だと意外と抵抗がありゆっくり切削しないとポキッっと逝きそうなのを体感できます。
こんな風に体感で学んでCNCの設定を決めていくのがいいと思います。