
6㎜幅のブレードと10㎜幅のブレードで試した結果、ロウ付けが確実だという結論に至りました。
接合手段が「TIG溶接と銀ロウ付けしかない」現時点での結論でございます。
ロウ付けでも金属切断に耐えられた
以前記事でバンドソーブレードの接合はロウ付けの方がいいかもと書きましたが、10㎜幅の比較的ロウ付け面積が大きくとれるブレードの場合です。
幅6㎜ブレードだとロウ付け面積があまり広くないためロウ付け箇所が外れるのではと思っていました。
ちょうど鉄板切断作業が発生しましたので新たに6㎜幅のブレードをロウ付けして鉄の切断に耐えられるのか実験です。
厚さ4.5㎜の鉄板を120cm分ほど切断しました。
鉄4.5mmなので切断速度はかなりゆっくりです。 およそ4秒で1㎜という切断速度。
ということは、1200㎜×4秒=4800秒=80分ほどの稼働時間となります。
(1時間以上バンドソーに向かいっきりだったなあ・・・)
結果「鉄をこれだけ切断できれば全然問題なさそ・・・」という安心感を得られました。
(長期的な耐久性はまだ分かりません)
ロウ付けの方が接合しやすい
TIG溶接の場合、アークが刃先に向かい溶け落ちてしまうことがあります。
ブレード幅が狭いとブレ―ド幅の中央付近でアークを飛ばしても真っ先に尖がった刃先にアークが飛ぶ可能性が高いんです。
そのため、溶接後にブレードの刃先が原型を留めている可能性は5割くらい。(私の腕では)
しかもTIG溶接の場合「電流を最低付近まで下げパルスを入れる」など溶け落ちないようにかなり神経を使います。
対してロウ付けは、バーナーで加熱して接合面に自然に銀ロウを流れ込ませるだけ。 とても楽です!
しかもブレード本体を溶かすわけではないので刃先は原型を留めたままです。
接合箇所付近は焼きなまされて刃先の硬度が下がっているかもしれませんが、TIG溶接で刃先が一部なくなっているより全然いいですね。
接合箇所の強度は?
ロウ付けって意外と丈夫です。かなりストレスをかけても外れません。
余ったブレードでロウ付け箇所の破断テストをしてみますとロウ付け箇所が外れるより先にブレード本体が折れます。
ブレードを丸めていってどのくらいの直径まで耐えられるかというテストです。
3回テストしたところ全てロウ付け箇所のすぐそばで本体が折れました。 絵にするとこんなイメージ。
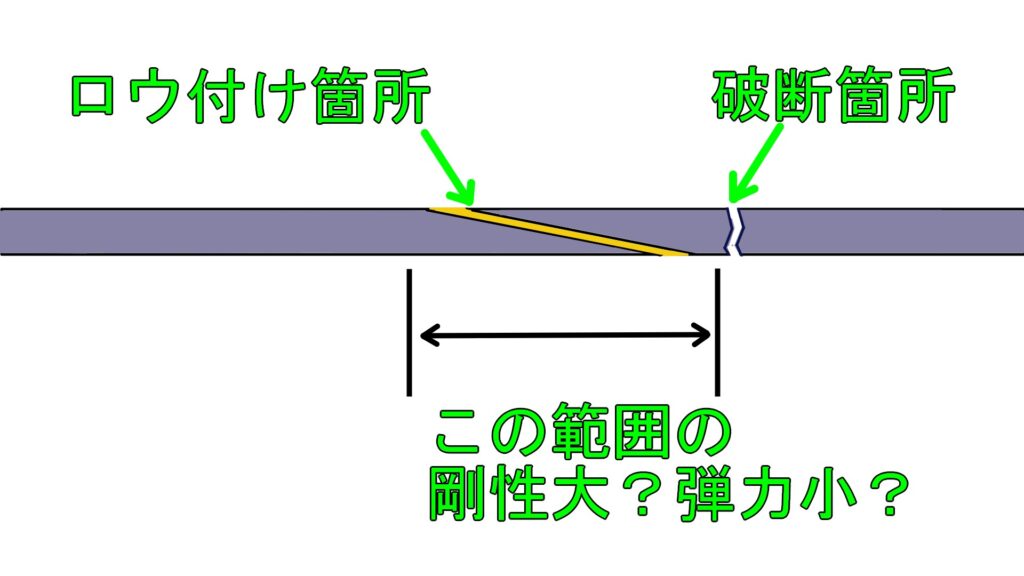
3回とも直径4センチくらいまで曲げていくとこの破断箇所がパンッとはじけるように折れました。割りばしを曲げていくと途中でパキンと折れるのに似ています。
対してTIG溶接の場合、接合付近で折れるということはありません。直径2,3センチまで曲げてもただグニャッと曲がるだけ。
上の絵のとおりロウ付け箇所と本体の弾力性の違いから一点に力が加わってしまうのかもしれません。
また、テストしたブレードはロウ付けの取説どおりお湯ですぐに冷却したので、これが原因と思われます。
ロウ付け後、ロウが溶けない程度に再加熱→自然冷却してみますと(適当焼きなましです)・・、「直角に折り曲げる→折れない→反対に折り曲げる」を3回繰り返したら上の絵と同じように破断しました。
結構粘ってくれたと思います!
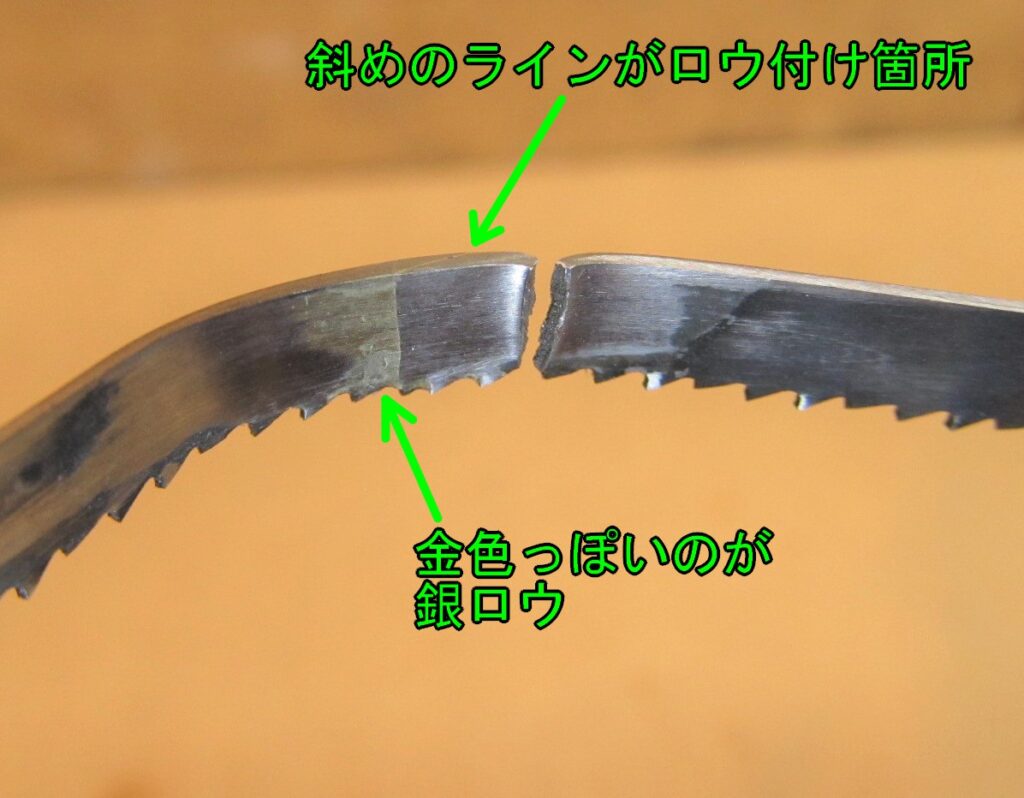
見にくいですがブレードの背面にある斜めのラインがロウ付け箇所です。何の影響も受けていません。
ちゃんと焼きなませばロウ付けでも問題なさそうです!
というわけで、「バンドソーブレードの接合はロウ付けでいく」 という結論になりました。
(今のところ)
耐久性はまだわかりません。いつか経年劣化でロウ付け箇所がパンッと外れる可能性はあります。
長期使用に耐えられるか判明しましたら追記したいと思います。