
本日の作業日誌はアルミの溶接がテーマです。
先日切り出しておきましたアルミ板(A5083)を溶接して箱状にしていきます。
アルミの種類について
アルミを溶接する場合、A5083を使用するようにしています。工作向けに販売されているアルミ板はA5052が多いようです。
azarashi工場長の認識では、価格が安いアルミ板はほとんどはA5052です。
TIG溶接を始める前はアルミの種類など気にしたこともなかったのですが、金属材の切り売り業者さんから購入するようになって用途に合わせて購入するものだと知りました。
azarashi工場長が分かる違いといえばこの程度・・・・
〇A5052は粘りがあって柔らかい、A5083は硬く(アルミなのでそんなに硬度はない)切削しやすい。
〇溶接性はA5083の方がいいと言われるとおり、A5083の方がきれいに溶接できる。
A5083のいいところは何といっても質感です。A5052と比べて硬質なカンカンと乾いた響きがあり上質な材料を使っている気分に浸れます。
あくまでも個人の好みですが、A5083の叩いたときの音が大好き。
本日の作業 アルミの溶接
アルミの溶接って難しいのでなかなか重い腰が上がりません。
難しいので撮影する余裕がありません。貴重な記録写真です。↓

2か所~3か所ほどスポットで溶接して位置確認後、溶接開始しますが5mmの薄いアルミ板なので熱による反りに気を使います。
できるだけ反りを少なくするため一辺を一気に溶接せず、スポット溶接部から5cm程度だけ溶接して作業を進めます。
上記写真の場合1辺30cmほどですが、両サイドを5cmずつだけ溶接して次の板に移ります。
全ての板を同じ作業で溶接(仮)して箱状に組みあがったら全周を溶接していきます。
と、いいましても端から全周を一気に溶接はしません。 ちまちまと20cm程度溶接したら離れた対角を溶接します。

対角を溶接している間、激熱になっている部分に濡れたキッチンペーパーをかけて冷却です。 激しく沸騰します。
こんな事していいのかな・・・プロはどうやっているんだろう・・・疑問に思いながら自己流で進めていきます。
矢印のように対角を交互に溶接しています。今は手前が「あっちっち」です。湯気がわかりますでしょうか。
溶接用のサポート台
入り組んだところは溶接しづらいですね~。 鉄角パイプで組んだ支柱が大活躍です。
空中にTIGのトーチを保持して微妙なアーク長をキープするなんてできません。腕がプルプルしてしまいます。

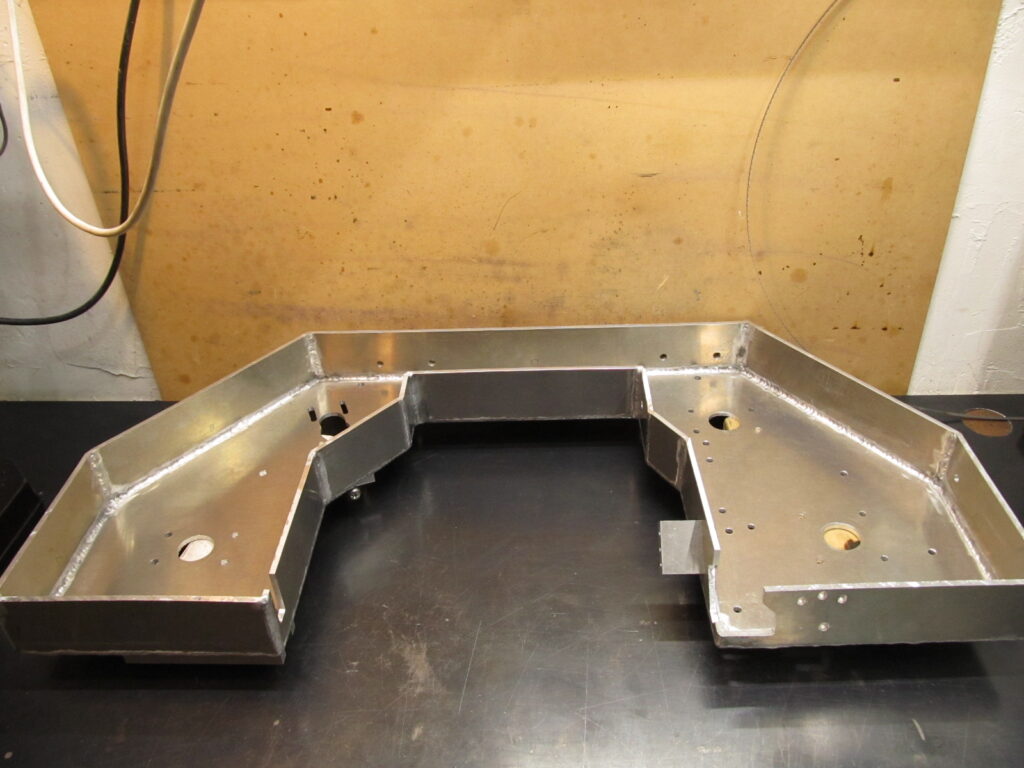
こうやって時間をかけて出来上がったアルミの箱でございます。
アルミ溶接のコツ
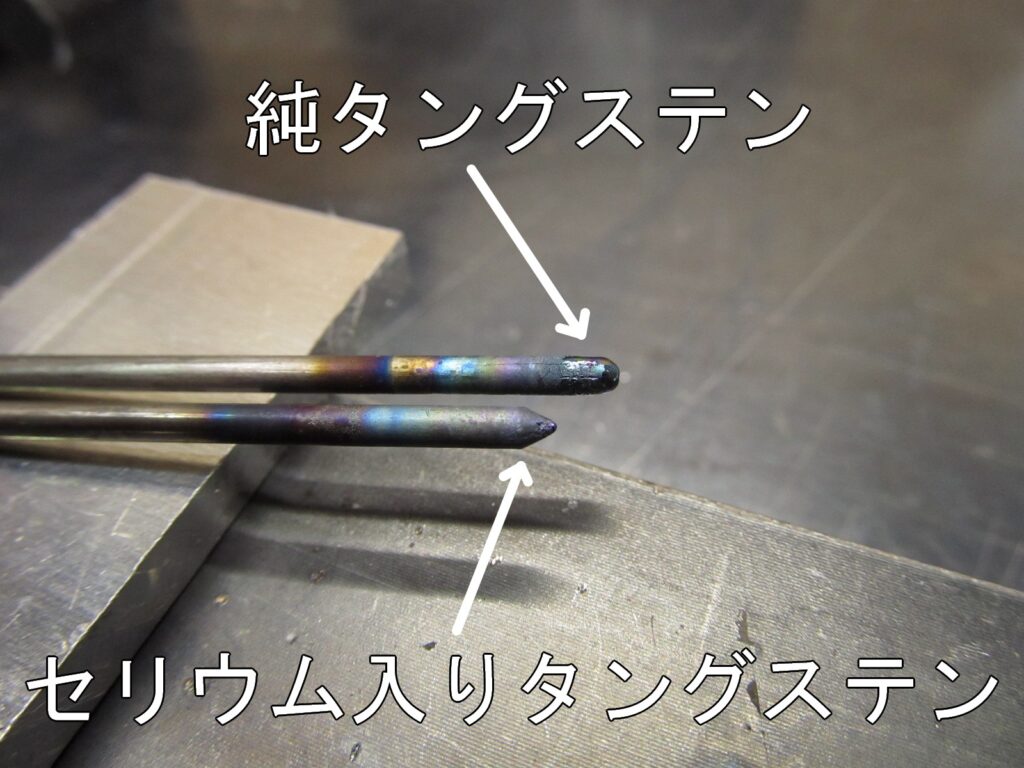
今回の溶接作業で、アルミ溶接は純タングステンを使うべきということを学びました。
これまでセリタン(セリウム入りタングステン)を使っていました。 なぜかといいますと、純タンだとアークが広がって溶接しづらいと勘違いしていたからです。
〇セリタンのアークは、尖っていて集中している感じ。かつアークの開始が容易。
〇純タンのアークはボワッと丸く広がってピンポイントで溶融させられない感じ。かつアークがなかなか始まらない。
という印象があります。
そのため「すぐにアークが飛ぶセリタンの方が使いやすい」と勘違い。
写真のとおり溶接後の先端を比較すると純タンはすぐに丸まりアークが飛びにくそうです。 これに騙されました。
ググってみるとプロは「アルミ溶接には純タン」をおススメしています。
プロがおっしゃるとおり純タンで頑張ってみると、アーク開始後きれいに溶融池ができ溶加棒を差し込みやすいことに気づきました。
おまけに酸化被膜のクリーニングも純タンの方がきれいに見えます。
純タングステンは「初めのアーク開始だけが大変で後は溶接し易い」ことが分かるとアルミ溶接の敷居がガクンと下がりました!
学んだことをまとめると・・・
素人向けアルミ溶接のコツ
① 開始前に純タン電極でチョンチョンと溶接開始場所を突っつき、ここにアークを飛ばすよ!の儀式をします。(なぜかアークが飛びやすくなる)
② 純タン電極を溶接個所から1㎜程度まで近づけてスイッチオン。
③ アークが飛んだら少し離して溶接個所付近をアークで炙り加熱する。 場合によるが数秒~10秒程度。
④ 溶接個所(母材)が溶け溶融池(キレイな液体金属)ができたら溶加棒をアークに触れさせないように溶融池に突っ込む。
完全にアークに触れさせないは無理なので、「できるだけ母材に近い低い位置から溶加棒を差し込む」、「可能なら瞬間的にアークを後退させる」で対処しています。
以上を踏まえて、美しい溶接をめざして精進します。